Properties of Cotton Fibers – An In Depth Look
Cotton fiber is the world’s most widely used textile material—comprising over 50% of the global apparel and home furnishings market, with approximately 25 million tonnes produced annually across more than 80 countries. Cotton’s key properties include high moisture absorbency (7–8% standard regain, up to 25–27% at full humidity), superior wet strength (20% higher than dry), good heat conductivity, natural softness against skin, and moderate resistance to alkalis and organic solvents—though it is sensitive to acids and requires careful pH control during wet processing. These characteristics make cotton ideal for everyday apparel, bedding, and home textiles where comfort and absorbency are priorities.
This guide covers the complete profile of cotton fiber: its botanical origins, physical and chemical properties, structural anatomy, commercial classification, and practical parameters that affect textile processing and end-use performance.

Cotton Fiber at a Glance
| Property | Value | Property | Value |
|---|---|---|---|
| Composition | 94% cellulose | Moisture regain (standard) | 7–8% |
| Tenacity (dry) | 26.5–44 cN/Tex | Moisture absorbency (100% RH) | 25–27% |
| Tenacity (wet) | 30–52 cN/Tex | Crystallinity | 70–80% |
| Extension at break | 8–10% | Fiber length | 0.5–2.5 inches |
| Elastic recovery (2%) | 74% | Fiber width | 12–20 microns |
What is Fiber?
A fiber is a pliable, hair-like substance whose length is approximately 1,000 times greater than its diameter. Fibers serve as the fundamental building blocks of all textile materials.
To qualify as a textile fiber, a material must meet specific performance requirements:
- Spinning power—the ability to be spun into viable yarn
- Dyeability—the capacity to accept and retain colorants
- Sufficient strength and durability for intended end-use
- Finer structure and flexibility for comfortable handling
Fibers divide into two broad categories: natural fibers and man-made (synthetic) fibers. Natural fibers originate from plants, animals, or minerals. This article focuses on cotton—one of the most important natural fibers used in textiles worldwide.
Cotton serves as the backbone of the global textile trade, produced in more than 80 countries. It holds over 50% market share in the apparel and home furnishing sectors. Annually, approximately 25 million tonnes (110 million bales) of cotton are produced worldwide, with production increasing at roughly 2% per year. Four species of cotton hold commercial significance: Gossypium hirsutum (upland cotton, 90% of world production), Gossypium barbadense (extra-long staple, 5% of world production), Gossypium arboreum (tree cotton, under 2%), and Gossypium herbaceum (Levant cotton, under 2%).
History of Cotton
The word “cotton” derives from the Arabic word katan. Cotton fiber grows as unicellular hair from the seed of the cotton plant, which belongs to the order Malvales, family Malvaceae, tribe Gossypieae, and genus Gossypium. The fiber is composed of nearly pure cellulose.
Archaeological evidence places cotton use in the Middle East and India at more than 5,000 years BC. Alexander the Great’s invasion of India introduced cotton to Europe. By the 18th century, England had established cotton manufacturing, and the industry rapidly spread to America. Until the invention of synthetic fibers in the 20th century, cotton was the world’s most important textile fiber.
Cotton Plant

The cotton plant (Gossypium spp.) represents the purest form of natural cellulose available. The cotton fiber develops inside an elongated seed capsule (boll) that forms after flowering. When the growth cycle completes, the boll bursts and the cotton fibers emerge—each boll containing approximately 30 seeds, with 2,000 to 7,000 seed hairs (fibers) growing from each seed, depending on the cotton variety and growing conditions.
The chemical composition of cotton fiber is tightly defined:
- Cellulose — 94%
- Protein — 1.3%
- Pectic substances — 0.9%
- Ash — 1.2%
- Wax — 0.6%
- Malic, citric, and other organic acids — 0.8%
- Other substances — 1.2%
Cotton Cultivation and Harvesting
The cotton growing cycle follows a predictable timeline from planting to harvest:
- March–April: Seeds are sown during the spring planting season
- 2–3 weeks after sowing: Seeds germinate and sprouts emerge
- 60–90 days after sprouting: The plant flowers, producing white, yellow, or purple blooms
- A few days after flowering: The petals fall, leaving the young cotton boll
- Inside each boll (5–10 cm long): Seed hairs begin to grow; each boll contains roughly 30 seeds
- 16–18 days: Fiber length and other key parameters reach their full development
- 22–50 days: Cellulose deposits progressively inside the fiber walls, thickening them
- Final stage: The bolls dry out and split open naturally when cellulose deposition is complete
- Harvest: Picking occurs over 1–3 months, either manually or by machine
- Post-harvest: Fibers are separated from seeds through the ginning process
Cotton Fiber Structure
The cotton fiber possesses a layered anatomical structure composed of four distinct layers, each serving a specific function:
- Cuticle
- Primary wall
- Secondary wall
- Lumen
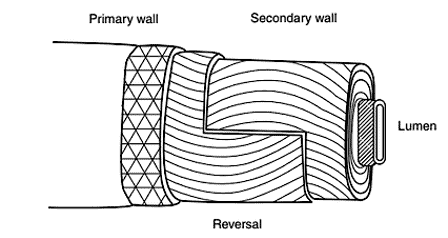
The cuticle is the outermost layer, less than 0.5 μm thick. It contains cellulose combined with fats and waxes. The waxy components enable the cuticle to adhere tenaciously to the primary wall, forming a smooth, water-resistant coating that protects the fiber during growth and initial processing.
The primary wall lies directly beneath the cuticle. It contains criss-cross cellulose fibrils and pectins arranged in a spiral network. The primary wall provides peripheral strength to the fiber. The degree of polymerization of cellulose in the primary wall ranges from 2,000 to 6,000 glucose units.
The secondary wall occupies the space between the primary wall and the lumen and constitutes approximately 94% of the fiber’s total material in a fully mature cotton fiber. It contains microfibrils deposited at 70–80° angles to the fiber axis. The degree of polymerization of cellulose in the secondary wall reaches approximately 14,000 glucose units—significantly higher than the primary wall.
Microfibrils in the secondary wall measure approximately 10 nm in thickness. They pack densely and align parallel along the fiber’s length, with a spiral winding of 25–35° to the fiber axis. This helical arrangement provides the cotton fiber with its characteristic high longitudinal strength.
The lumen is the hollow canal running the interior length of the fiber. Before boll opening, the lumen contains the living cell, nucleus, and protoplasm. After the fiber dries, these internal structures collapse, causing the characteristic twists (convolutions) that distinguish cotton fiber under microscopy. The lumen also deposits proteins, coloring matter, and minerals in its walls.
Lumen dimensions vary according to fiber maturity. Fully matured fibers develop a thick secondary wall with a correspondingly narrow lumen. Immature fibers retain a broad, distinct lumen—a characteristic that affects dyeing behavior and tensile properties.
Properties of Cotton
Physical Properties of Cotton
| Property | Value | Notes |
|---|---|---|
| Fiber length | 0.5–2.5 inches (12.7–63.5 mm) | Varies by cotton type |
| Fiber width | 12–20 microns | 1 micron = 0.001 mm |
| Tenacity (dry) | 26.5–44 cN/Tex (3.0–4.9 g/denier) | Higher when wet |
| Tenacity (wet) | 30–52 cN/Tex (3.4–5.8 g/denier) | Wet strength exceeds dry |
| Extension at break | 8–10% | Relatively low elasticity |
| Elastic recovery (at 2% extension) | 74% | Moderate recovery |
| Elastic recovery (at 5% extension) | 45% | Significant loss at higher strain |
| Moisture regain (standard, 65% RH, 20°C) | 7–8% | Standard commercial allowance: 8.5% |
| Moisture absorbency (100% RH) | 25–27% | High hygroscopicity |
| Crystallinity | 70–80% | High degree of order |
| Degree of polymerization | 3,500–10,000 glucose units | Varies by wall layer |
A mature raw cotton fiber presents as a flattened, twisted tube with an oval or kidney-shaped cross-section. Under a microscope, the dried fiber displays the characteristic twisted ribbon morphology resulting from the convolution process—typically 200–300 twists per inch in fully mature fiber.
Cotton fiber exhibits moderate natural luster due to the smooth wax coating on its surface and its circular cross-sectional shape. The fiber appears creamy white in its natural state, though five commercially recognized color grades exist: white, gray, spotted, tinged, and yellow stained. Color variation arises from climate, soil composition, fungal or insect damage, and storage conditions.
The fiber feels soft and comfortable against skin, making it ideal for apparel applications. This comfort characteristic stems from cotton’s moisture management capacity and the flexible, fine fibrillar structure of the secondary wall.
Chemical Properties of Cotton
Effects of Acid
Cellulose in cotton is sensitive to acids due to the oxygen in the glucosidic linkage between glucose units. Acid hydrolysis forms hydrocellulose, causing progressive degradation of the fiber polymer chain.
- Cold, weak acids: No effect on cotton fiber
- Cold, concentrated acids: Degrade cellulose and cause strength loss
- Highly concentrated mineral acids (e.g., 70% sulfuric acid): Fully dissolve cotton fiber
This acid sensitivity means cotton must be protected from acidic substances in use and requires careful pH control during wet processing and dyeing.
Effect of Alkali
The glucosidic linkage in cotton is highly resistant to alkali at lower temperatures. Mercerization—treating cotton with 11–16% caustic soda (NaOH) or 15–25% sodium hydroxide with or without tension—causes fiber swelling that increases affinity for dyes and enhances luster.
Boiling cotton in 1–2% caustic soda solution removes non-cellulosic impurities (waxes, pectins, proteins) through a process called scouring, which reduces fiber weight by dissolving these surface contaminants.
In the presence of atmospheric oxygen and hot alkali, oxidation of cellulose occurs, producing oxycellulose. This oxidation degrades the polymer chain and reduces tensile strength—particularly relevant in laundering where alkaline detergents and high temperatures combine.
Effect of Organic Solvent
Cotton demonstrates high resistance to normal organic solvents, making it suitable for dry cleaning. However, copper complexes such as cuprammonium hydroxide and concentrated (70%) sulfuric acid completely dissolve cotton fiber.
Effect of Oxidizing Agent
Cotton undergoes oxidative treatment to remove natural coloring matter through bleaching. Common bleaching agents include hydrogen peroxide, sodium hypochlorite, and sodium chlorite. These agents oxidize the lignin and pigment compounds but can also cause chain scission in the cellulose polymer, progressively reducing tensile strength if over-processed.
Controlled bleaching is essential: insufficient treatment leaves color bodies; excessive treatment degrades fiber strength and causes weight loss.
Effect of Micro-Organisms
Cotton exhibits natural resistance to moths and most insects. However, fungi and bacteria thrive on cotton in hot, humid conditions, producing mildew, fiber degradation, and odor. Mildew appears as dark spots and causes localized cellulose breakdown.
Microorganisms producing cellulase enzyme cause biodegradation of cotton, breaking down cellulose into glucose units and destroying fiber integrity. Protective treatments include copper naphthenate and polychlorophenols, which inhibit microbial growth and extend cotton’s service life in challenging environments.
Effect of Water
The polar hydroxyl (-OH) groups in cotton’s cellulose structure strongly attract water molecules. Water penetrates the cellulose network between fibrils and into amorphous regions, causing the fiber to swell. This swelling reduces the angle of fibril spiral, pressing the helical fibrils more firmly together.
Cotton fiber develops higher strength in the wet state than in the dry state. The wet tensile strength of cotton is approximately 20% higher than dry strength—a unique characteristic of cellulosic fibers. The explanation lies in the tighter packing of fibrils when water molecules separate and swell the amorphous regions.
Thermal and Environmental Properties
Effect of Temperature
| Condition | Effect on Cotton Fiber |
|---|---|
| Prolonged heating at 100°C | No visible change in appearance or properties |
| Heating for several hours at 120°C | Little to no strength loss; fiber begins to yellow |
| Heating below 250°C | No effect on crystalline regions; only amorphous regions affected |
| Heating at 250–270°C | Crystalline regions begin to decompose; strength degrades |
| Instantaneous decomposition | Occurs above 300°C |
Cotton is classified as a flammable fiber. Direct flame exposure causes immediate ignition and rapid combustion. The flashpoint of cotton fabric is approximately 266°C (511°F), and it sustains combustion independently once ignited.
Effect of Light
Prolonged UV and short-wavelength visible light exposure causes cotton fibers to yellow and progressively lose tensile strength. The mechanism involves photo-oxidation: atmospheric oxygen reacts with cellulose under light energy to form oxycellulose, causing chain scission and strength loss.
Exposure to sunlight for 940 hours produces approximately 50% loss of fiber strength. The rate of degradation depends on fiber structure, moisture content, and the presence of metal ions (which catalyze oxidation reactions). Cotton stored in dark, dry conditions maintains strength far more effectively than cotton exposed to UV radiation.
Classification of Cotton
Based on Staple Length
| Type | Staple Length | Tenacity | Luster | Diameter | Spinning Count | Examples |
|---|---|---|---|---|---|---|
| Short staple | 3/8–1 inch (9.5–25.4 mm) | Low | Little to none | 13–22 microns | Coarse: below 20s Ne | Indian, Asian cotton |
| Medium staple | 0.5–1.25 inches (12.7–31.8 mm) | Medium | Medium | 12–17 microns | Medium: 20s–34s Ne | American Upland |
| Long staple | 1–2.5 inches (25.4–63.5 mm) | High | Lustrous | 10–12 microns | Fine: 34s Ne and above | Sea Island, Egyptian, American Pima |
Types of Commercial Cotton
| Type | Species | Fiber Length | Diameter | Market Share | Primary Uses |
|---|---|---|---|---|---|
| American Upland | G. hirsutum | 1.0–1.25 in (25–32 mm) | 21 microns | ~90% | Mass-market apparel, home textiles |
| Sea Island | G. barbadense | 2.0 in (51 mm) | 17 microns | <1% | Luxury fabrics, premium apparel |
| Egyptian | G. barbadense | 1.5–1.75 in (38–44 mm) | 17 microns | ~5% | Fine bed linens, premium apparel |
| American Pima | G. barbadense | 1.5–1.75 in (38–44 mm) | 16–18 microns | ~5% | Luxury fabrics, high-performance textiles |
Sea Island Cotton
Sea Island cotton (Gossypium barbadense) represents the highest quality and most valuable commercial cotton, cultivated along the Gulf Coast of Florida and the Caribbean. It produces fibers with exceptional length, fineness, and silk-like luster.
- Average fiber length: 2.0 inches (50.8 mm)
- Average diameter: 0.017 mm (17 microns)
- Color: White to cream
- Characteristics: Highly uniform, high luster, soft handle, highly developed twist, exceptional spinning properties
Egyptian Cotton
Egyptian cotton also belongs to the Gossypium barbadense species. Two varieties exist: brown Egyptian cotton (similar quality to Sea Island) and white Egyptian cotton (slightly coarser). Egyptian cotton is prized for producing fine, high-thread-count bed linens and premium apparel.
- Average fiber length: 1.5–1.75 inches (38–44 mm)
- Average diameter: 0.017 mm (17 microns)
- Color: White to brown depending on variety
- Characteristics: Regular fiber length distribution, low proportion of dead (immature) fibers, excellent for fine spinning
American Pima Cotton
American Pima cotton is an extra-long staple variety of Gossypium barbadense developed in the United States, named after the Pima Native American tribe that helped cultivate it. It competes with Egyptian cotton in quality and commands premium pricing on the world market.
- Average fiber length: 1.5–1.75 inches (38–44 mm)
- Average diameter: 0.016–0.018 mm (16–18 microns)
- Characteristics: High strength, excellent luster, fine handle, low nep content, ideal for luxury fabrics and high-performance textiles
American Upland Cotton
American Upland cotton (Gossypium hirsutum) accounts for approximately 90% of global cotton production. It is the workhorse of the cotton industry, providing the bulk of cotton used in everyday textiles worldwide.
- Average fiber length: 1.0–1.25 inches (25.4–31.8 mm)
- Average diameter: 0.021 mm (21 microns)
- Color: Good natural white
- Characteristics: Versatile spinning properties, suitable for medium to coarse count yarns, excellent for mass-market apparel
Indian Cotton
Indian cotton includes short-staple varieties unsuitable for fine spinning. These fibers range from 0.6 to 0.8 inches (15–20 mm) in length. While India also grows longer-staple varieties (notably Suvin, considered among the world’s finest), the majority of Indian production targets domestic coarse-count yarn markets.
Chinese Cotton
Chinese cotton is a shorter-staple commercial variety, typically 0.5–0.7 inches (12.7–17.8 mm) in length. It presents a harsher handle with less developed twist, making it unsuitable for fine spinning. It is commonly blended with higher-quality fibers to improve cost efficiency in coarse yarn production.
Bangladeshi Cotton
Bangladesh primarily cultivates American Upland varieties through hybridization. Major production areas include Maherpur, Thakurgaon, Rajshahi, Gazipur, Kushtia, and Jessore. Bangladeshi cotton is predominantly medium-staple, primarily serving the domestic spinning industry rather than exporting high-quality fiber.
Key Fiber Quality Parameters

Fibrils and Microfibrils
Fibrils are structural units composed of microfibrils—the smallest morphological units of the cellulose polymer. Microfibrils constitute the cell wall and determine the fiber’s mechanical properties. Standard microfibrils measure approximately 3.5 nm in diameter, while finer microfibrils can reach 2 nm.
Microfibrils are themselves composed of cellulose chains linked by hydrogen bonds, forming a semi-crystalline structure with both highly ordered (crystalline) and less ordered (amorphous) regions. This organization gives cotton its unique combination of strength, flexibility, and moisture absorbency.
Convolution
During boll opening, fibers dry and the removal of water and protoplasm from the lumen causes the cylindrical fiber to collapse into a flat, twisted ribbon shape. These natural twists—called convolutions—are a hallmark of mature cotton fiber under microscopy. Fully matured cotton contains approximately 200–300 convolutions per inch (80–120 per centimeter).
Convolutions affect fiber processing: they increase fiber cohesion during spinning and influence dye uptake by creating more surface area. However, excessive convolutions can cause nep formation during mechanical processing.
Dead Fiber (Immature Fiber)
Dead fiber refers to cotton fiber that ceased growing before reaching maturity. These immature fibers have thinner cell walls, broader lumens, and do not develop the characteristic kidney or oval cross-section of mature fibers. Instead, they often display a U-shaped cross-section.
Commercial cotton typically contains 10–30% immature fibers by weight. High dead fiber content reduces yarn strength, increases nep formation, and causes uneven dyeing—particularly problematic for high-quality fabric production.
Neps
Neps are small, tight entanglements of fiber that form hard central knots. They arise during mechanical processing—harvesting, ginning, cleaning, carding, and combing—and are more common in immature fibers, which are more flexible and prone to tangling.
Fiber fineness, maturity, and biological contamination (seed coat fragments, bark, sticky substances) all influence nep formation. Neps appear as defects in finished yarns and fabrics, reducing visual quality and uniformity. Removing neps is costly and sometimes technically impossible, making prevention through proper fiber selection and handling essential.
Linters
Linters are short, fuzzy second-cut fibers that remain on the cottonseed after the primary lint is removed by ginning. They measure less than ¼ inch (6.35 mm) in length and must be removed by additional combing for high-quality yarn production.
Linters have specialized industrial applications: they serve as raw material for producing cellulose acetate (used in cigarette filters and photographic film), cellulose ethers (used as thickeners and binders), and high-grade special papers including photographic and currency paper.
Key Takeaways: Cotton Fiber Properties Summary
- Composition: 94% cellulose, making cotton a pure natural cellulose fiber
- Moisture behavior: High absorbency (7–8% standard regain) with 20% higher wet strength than dry strength
- Chemical sensitivity: Sensitive to acids (degrades polymer chain); resistant to alkalis at low temperatures; suitable for dry cleaning
- Thermal properties: Stable to 120°C; degrades above 250°C; flammable with 266°C flashpoint
- Structure: Four-layer anatomy (cuticle, primary wall, secondary wall, lumen) with 200–300 convolutions per inch
- Commercial types: American Upland (90% of production) dominates mass markets; long-staple varieties (Sea Island, Egyptian, Pima) serve luxury segments
- Quality parameters: Maturity (10–30% dead fiber acceptable), nep content, and linter removal affect processing and end-use quality
References
- Manufacturers.com. Cotton Fiber Classification and Commercial Types. https://www.manufacturers.com/textile/cotton-fiber.html
- ScienceDirect. Cotton Fibre Structure. https://www.sciencedirect.com/topics/materials-science/cotton-fiber
- Wikipedia. Cotton. https://en.wikipedia.org/wiki/Cotton
- Textile World. Cotton Cultivation and Harvesting. https://www.textileworld.com/textile-world/fiber-world/20190419-cotton-cultivation-and-harvesting/



