Microfiber : Properties | Application | Manufacturing Process
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
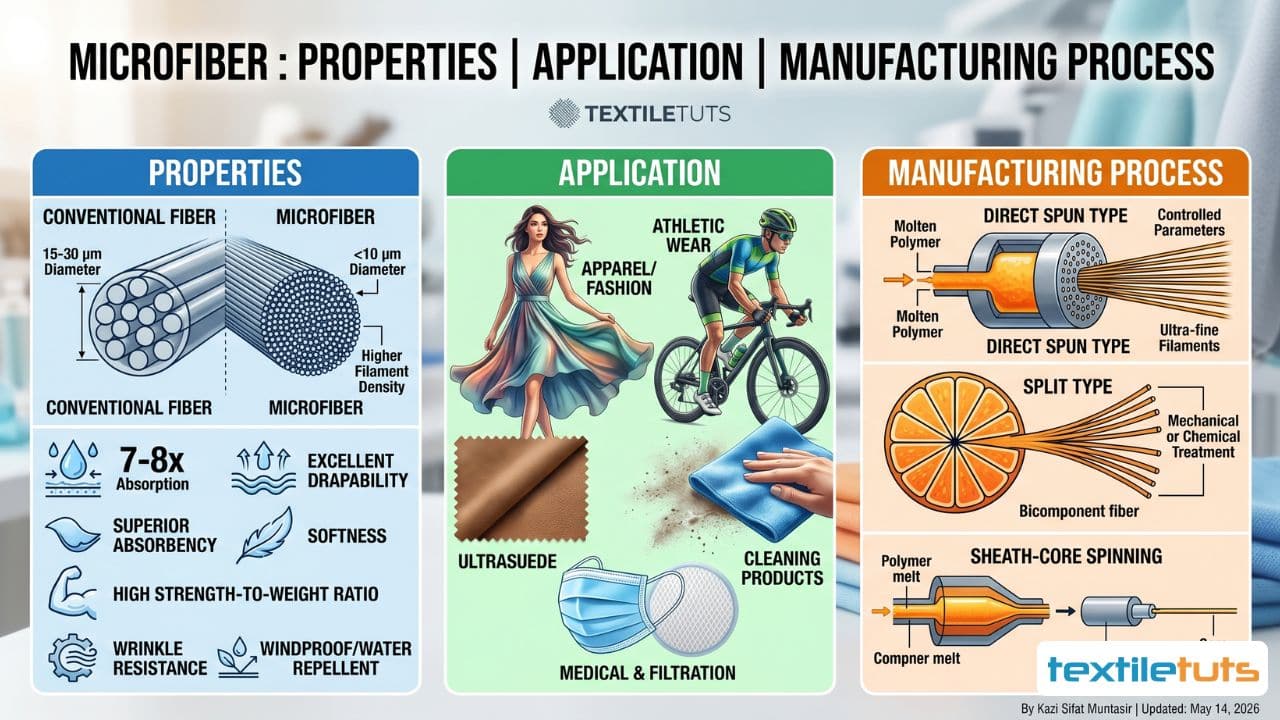
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media

The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products

Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics
Microfiber is a synthetic fiber finer than 1 denier (less than 10 micrometers in diameter)—making it softer, more absorbent, and more densely packed than conventional fibers. Fabrics made from microfiber can absorb 7–8 times their own weight in water, dry three times faster than cotton, and trap 99% of surface bacteria using only water. These performance advantages, combined with durability and easy care, explain why microfiber has become essential in applications ranging from cleaning cloths and athletic wear to medical textiles and synthetic leather.
As shown in the comparison below, microfiber contains a significantly higher number of filaments per yarn cross-section than conventional fibers, creating a more compact fabric structure with greater surface area.
| Specification | Microfiber Value |
|---|---|
| Diameter | 1–10 μm (finer than 1 denier) |
| Water Absorption | Up to 8× own weight |
| Drying Time | 1/3 of cotton |
| Fabric Weight | 70–150 g/m² |
| Moisture Vapor Transmission | 500–2000 g/m²/24h |
| Filaments per Yarn | 50–200+ |
| Cleaning Bacteria Reduction | 99% (vs. 33% conventional) |
Why Microfiber Is Essential in Modern Textiles
Synthetic fibers inherently lack the comfort properties required for next-to-skin applications. Microfibers resolve this limitation by creating a pleasant, soft hand feel when in contact with skin. These fibers deliver all the functional advantages of synthetic materials—including durability, easy care, and dimensional stability—while mimicking the visual appearance and tactile qualities of natural fibers. The textile industry adopted microfiber technology beginning in the late 1950s when ultra-fine fiber production was first developed, and commercial applications expanded significantly through the 1990s.
Key Properties of Microfiber Textiles
The properties listed below distinguish microfiber fabrics from conventional textile materials across multiple performance dimensions.
- Higher filament count per yarn cross-section creates increased surface area and a more compact fabric structure
- Extreme flexibility results in excellent drapability and garment fall
- Higher strength-to-weight ratio due to greater fiber density in the yarn cross-section
- Relatively lightweight fabric construction with exceptional tensile durability
- Soft, full handle providing superior comfort against skin
- Low mass per unit area, typically 70–150 g/m² for standard microfiber fabrics
- Excellent wrinkle resistance and dimensional stability after laundering
- Waterproof and windproof properties when constructed with appropriate weave density
- Breathability maintained through porous structure, typically 500–2000 g/m²/24h moisture vapor transmission
- Machine washable and dry-cleanable with minimal degradation
- Superior absorbency, capable of absorbing 7–8 times their own weight in water
- Rapid drying rate, approximately one-third the time required by ordinary cotton fibers
- Hypoallergenic properties making them suitable for sensitive skin and allergy sufferers
- Non-electrostatic characteristics reduce dust attraction in certain constructions
Common Applications of Microfiber
1. Clothing and Apparel
Microfiber fabrics are widely used in blouse-weight garments, tailored suits, hosiery, and evening wear where they replicate the visual qualities of silk at lower cost. The fiber density allows for vibrant dye uptake and excellent colorfastness. Fashion outerwear for women frequently incorporates microfiber due to its ability to create fabrics with novel hand-feel characteristics and smooth, fluid drape. Athletic performance wear utilizes microfiber for moisture management, with typical moisture vapor transmission rates of 1000–3000 g/m²/24 hours.
2. Weather Protection Gear
Sportswear manufacturers specify microfiber fabrics for athletic garments requiring breathability combined with windproof and water-repellent properties. These materials achieve water resistance ratings of 5,000–10,000 mm hydrostatic head while maintaining air permeability of 0.5–2.0 CFM. Rainwear, outerwear shells, and tent fabrics utilize microfiber’s compact structure to provide water impermeability below 500 mm air permeability while weighing 30–50% less than comparable cotton duck fabrics.
3. Synthetic Leather and Suede
Microfiber synthetic leather (commonly known as ultrasuede or alcantara) offers several advantages over natural leather: uniform thickness control within ±0.03 mm tolerances, dimensional stability within 2% after wetting and drying cycles, and colorfastness ratings exceeding Grade 4 on the AATCC Chromatic Transference Scale. The lower mass per unit area (typically 200–400 g/m²) compared to natural leather (600–1000 g/m²) provides significant weight savings in finished goods.
4. Filtration Media
The fine, compact structure of microfiber fabrics delivers excellent filtration efficiency. Microfiber filter media achieves HEPA-class filtration (99.97% efficiency at 0.3 μm particle size) when properly constructed. Air filtration applications commonly use fibers with diameters between 0.5–2.0 μm, while liquid filtration media typically employ fibers in the 2–10 μm range. Pore sizes in microfiber nonwovens range from 1–50 μm depending on the specific construction method.
5. Cleaning Products
Microfiber cleaning cloths utilize split fibers (typically polyester/polyamide blends in a 70/30 ratio) that mechanically entrap dirt and dust particles within the fiber structure via van der Waals forces rather than simply spreading contaminants across surfaces. Studies demonstrate that microfiber cleaning reduces surface bacteria by 99% compared to 33% reduction with conventional materials, requiring only water without chemical cleaning agents. lint-free performance is achieved with fiber titles below 0.5 dtex. The cloths maintain functional effectiveness through approximately 200–500 wash cycles before fiber degradation reduces cleaning efficiency.
6. Medical and Healthcare Textiles
Medical microfiber applications include surgical drapes and gowns meeting EN 13795 standards (barrier performance ≥ 20 cm H₂O), protective facemasks with BFE ratings exceeding 99%, gloves, surgical packs, and bedding. These products provide barrier protection against fluid penetration while maintaining moisture vapor transmission for wearer comfort during extended procedures. The disposability of single-use medical microfiber textiles reduces cross-contamination risks, and manufacturing costs are typically 40–60% lower than equivalent cotton-linen systems when considering processing, sterilization, and laundry costs.
Limitations of Microfiber Fabrics
Despite their numerous advantages, microfiber textiles present specific limitations that designers and manufacturers must consider during product development.
| Limitation | Impact | Mitigation |
|---|---|---|
| Delicate care requirements | Must wash with mild detergent at ≤40°C | Follow care label instructions |
| Higher dye consumption | 20–30% more dye needed vs. conventional polyester | Factor into production costing |
| Lower light fastness | Grade 3–4 (vs. Grade 4–5 for conventional synthetics) | Use UV-protective finishes for outdoor use |
| Reduced rubbing fastness | Grade 3–4 (potential color transfer in heavy use) | Select appropriate dye systems |
| Chlorine sensitivity | Faster degradation in chlorinated water | Avoid pool-side applications |
| Lower ozone fastness | Grade 2–3 (unsuitable for prolonged outdoor exposure) | Apply UV-protective finishes |
- Fabrics constructed from microfibers are delicate and require careful laundering with mild detergents at temperatures not exceeding 40°C to prevent fiber damage.
- Microfiber dyeing requires higher dye bath concentrations—typically 20–30% more dye by weight of fabric—compared to conventional polyester to achieve equivalent depth of shade due to the higher surface area-to-mass ratio.
- Light fastness ratings typically range from Grade 3–4 on the AATCC Blue Wool Scale, which is 1–2 grades lower than comparable conventional synthetic fabrics.
- Rubbing fastness (crocking) ratings average Grade 3–4 compared to Grade 4–5 for conventional polyester, potentially causing color transfer in heavy-use applications.
- Water and perspiration fastness properties may degrade faster under chlorinated water exposure, limiting suitability for pool-side applications.
- Ozone fastness ratings of Grade 2–3 make microfiber unsuitable for prolonged outdoor exposure without additional UV-protective finishes.
Microfiber Manufacturing Processes
Conventional spinning techniques—including melt spinning, wet spinning, and dry spinning—can produce microfiber when polymerization parameters, spinning conditions, and drawing ratios are carefully controlled. The spinneret must be engineered with multiple holes of very fine diameter (typically 0.1–0.5 mm per hole), and the spin line tension must be precisely maintained throughout the process.
Beyond conventional methods, several specialized processes enable microfiber production:
- Direct spun type (melt spinning with controlled parameters)
- Dissolved type (bicomponent fiber with solvent removal)
- Split type (bicomponent fiber splitting via chemical or mechanical treatment)
- Super drawing technique (controlled stretching at specific temperatures)
- Sheath-core spinning method (selective component removal)
- Flash-spinning method (polymer solution flash evaporation)
- Solution flash-spinning (solvent flash removal)
- Emulsion-spinning method (dispersed polymer in carrier liquid)
- Jet-spinning method (high-velocity air attenuation)
- Centrifugal-spinning method (rotational fiber formation)
- Turbulent forming method (turbulent flow fiber production)
- Conjugate-spinning method (multicomponent fiber extrusion)
The following sections describe the most widely commercialized microfiber manufacturing methods.
Direct Spun Type
- Produced using melt spinning technique with precise temperature control (typically 260–300°C for polyester-based microfibers)
- Requires careful polymer selection and strictly maintained polymerization parameters
- Spin line tension levels must be kept low (typically 0.05–0.15 cN/dtex) to prevent fiber breakage
- Take-up velocity is increased and fiber line length between spinneret and take-up device is optimized to achieve minimum fineness
Dissolved Type
- Produced from bicomponent fibers composed of two incompatible polymers (commonly polyester/polyamide or polyester/polyethylene)
- Thick bicomponent filaments are extruded and then processed into fabrics
- Chemical treatment with solvents (such as alkali for polyester component removal) dissolves one polymer component while the other remains as microfiber
- Fiber fineness achieved: 0.05–0.3 dtex after dissolution
Split Type
- Bicomponent fibers are split mechanically or chemically after fabric formation into multiple ultra-fine filaments
- Common polymer combinations include polyester/polyamide (PA6/PA66), polyester/polyolefin, and polyester/polyethylene terephthalate
- Split ratio typically yields 8–16 microfibers per original bicomponent filament
- The “orange peel” or “orange bico” cross-section is characteristic of this process
Super-Drawing Technique
- Primary principle involves yarn stretching at temperatures below the crystallization point (typically 80–120°C for polyester)
- Special drawing technique maintains precise temperature range and heating method throughout the process
- Stable fiber fineness of 0.5 dtex (approximately 7 μm diameter) can be achieved
- No molecular orientation is obtained, resulting in low-strength fibers suitable for specific non-woven applications
Sheath-Core Spinning Method
- One polymer component (core) is surrounded by another (sheath) component during extrusion
- Mixing, melting, and mix-annealing of two polymers occurs under specific temperature and pressure conditions
- The sheath portion is selectively removed via alkali hydrolysis (for polyester sheath) or solvent extraction
- Resulting ultra-fine fibers maintain the core polymer properties while achieving micro-dimensions
Microfiber Specifications Comparison
| Property | Microfiber (0.1–1.0 denier) | Conventional Polyester (1.5–6.0 denier) | Cotton (variable) |
|---|---|---|---|
| Typical Diameter | 1–10 μm | 15–30 μm | 15–25 μm |
| Water Absorption | 0.1–0.4% | 0.4–0.8% | 7–8% |
| Drying Time | 1/3 of cotton | 1/2 of cotton | Reference baseline |
| Weight (g/m²) | 70–150 | 100–200 | 120–250 |
| Filaments per yarn | 50–200+ | 10–50 | N/A (staple) |
Key Takeaways
- Microfiber is defined as fiber finer than 1 denier (less than 10 μm diameter), with ultra-fine variants below 0.7 denier
- The fiber’s high filament count creates 7–8× greater water absorption capacity compared to its weight
- Cleaning with microfiber reduces bacteria by 99% versus 33% with conventional materials, requiring only water
- Manufacturing processes include split-type, dissolved-type, direct-spun, and super-drawing techniques
- Key limitations include lower light fastness (Grade 3–4), delicate care requirements, and higher dye consumption during coloration
- Medical applications require EN 13795 compliance with barrier performance ≥ 20 cm H₂O
- Environmental consideration: washing one jacket releases approximately 1.7 grams of microfibers into wastewater
References
- V. Purane and N. R. Panigrahi. (2007). Microfibres, Microfilaments & Their Applications. Autex Research Journal, Vol. 7, pp. 148–158. http://autexrj.com/cms/zalaczone_pliki/1-07-3.pdf
- C. Chao and S. S. Chen. (1994). Dyes for Polyester Microfibres. Dyes and Pigments, Vol. 24, pp. 205–222. https://www.sciencedirect.com/science/article/abs/pii/0143720894800103
- Wikipedia. (2024). Microfiber. Wikipedia. https://en.wikipedia.org/wiki/Microfiber
- Y. Jeon. (2012). Woven Fabrics. InTech. https://www.intechopen.com/books/woven-fabrics



