
Influential Properties of Cotton Fiber in Spinning
Cotton Fiber Properties in Spinning: Essential Quality Parameters
Cotton fiber selection for spinning depends on nine key quality parameters that textile manufacturers evaluate: fiber fineness, staple length, fiber strength, length uniformity, fiber maturity, color grade, fiber cleanness, elongation, and moisture. To produce standard quality cotton yarn, these properties must exist at optimum levels in the raw fiber. The balance of these characteristics determines the spinnability and final yarn quality.
These properties directly influence yarn strength, evenness, appearance, and processing efficiency. Different spinning systems and end products require different property thresholds, making proper fiber selection critical for textile manufacturing success.
Cotton Fiber Properties at a Glance
| Property | Key Measurement | Typical Range | Primary Impact |
|---|---|---|---|
| Fiber Fineness | Micronaire (MIC) | 3.5–5.0 | Yarn strength, spinning limit |
| Staple Length | Millimeters | 25–35 mm | Spinning limit, yarn evenness |
| Fiber Strength | cN/Tex / Pressley Index | 16–41 cN/Tex / PI 75–92 | Yarn and fabric tensile strength |
| Length Uniformity | UR / UI | UR 75–85% / UI 40–50% | Yarn irregularity, ends down |
| Fiber Maturity | Maturity Ratio | 0.75–0.86 | Dye absorption, nepiness |
| Color Grade | Reflectance (Rd) / Yellowness (+b) | Grade 11–35 | Visual quality, market value |
| Fiber Cleanness | Trash content % | Below 4% | Processing efficiency, yarn appearance |
| Elongation | Percentage | 5.9–7.6% | Elastic performance, durability |
| Moisture | Content % / Regain % | 7.5% / 8.5% | Static, processing difficulty |
1. Fiber Fineness in Textile Spinning
Fiber fineness is the supreme consideration that governs yarn eminence. Fineness determines the numerical amount of fibers in the cross-section of yarn. A higher fiber count in cross-section provides not only greater strength but also improved fiber distribution throughout the yarn structure.
The spinning systems require a minimum of 30 fibers in the yarn cross-section to achieve adequate strength. Modern ring spinning frames typically achieve over 100 fibers per cross-section, while open-end spinning systems may have 60–80 fibers depending on the yarn count being produced.
How Fiber Fineness Influences Textile Properties
When fiber fineness increases in cotton textile processing, the following outcomes occur:
- Spinning limit increases, enabling finer yarn counts
- Yarn strength increases due to greater inter-fiber cohesion
- Yarn evenness improves with better fiber distribution
- Fabric drape and handle qualities enhance
- Luster increases due to more reflective fiber surfaces
- Fabric handle becomes softer and more desirable
- Overall productivity in spinning increases
MIC Value: Micronaire Measurement for Cotton
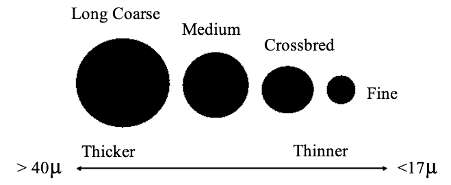
For cotton, fiber fineness is quantified by the MIC value or Micronaire value, expressed as microgram per inch (μg/inch). This measurement indicates the average mass per inch of fiber. As the MIC value increases, the fiber becomes coarser, not finer—this is an inverse relationship that textile students often confuse.
The direct count measuring method provides accurate fiber fineness assessment. The standard micronaire scale for cotton classification is:
| Micronaire (MIC) Value | Fineness Classification | Typical End Use |
|---|---|---|
| Below 3.0 | Very Fine | Fine apparel fabrics |
| 3.1–3.9 | Fine | Premium shirting |
| 4.0–4.9 | Medium | General textiles |
| 5.0–5.9 | Coarse | Heavy fabrics |
| Above 6.0 | Very Coarse | Industrial textiles |
2. Staple Length in Cotton Classification
Fiber length is one of the most significant characteristics of cotton. It defines the maximum spinning limit and directly determines the achievable yarn count range. The mean length of fiber being processed for spinning determines the staple length classification.
Staple length determines the ultimate quality, maximum count, and tenacity of the resulting yarn. Longer fibers enable higher spinning limits and produce stronger, smoother yarns with reduced hairiness.
When fiber length increases, textile processing yields these improvements:
- Spinning limit increases, enabling finer yarn production
- Yarn strength increases through better fiber cohesion
- Yarn evenness improves with fewer thick and thin places
- Hand feel of the end product improves significantly
- Luster increases due to better fiber alignment
- Yarn hairiness decreases with reduced fiber ends
- Productivity increases in both spinning and weaving
| Fiber Classification | Length in Inches | Length in mm | Cotton Types |
|---|---|---|---|
| Short Staple (SS) | ≤ 1.0 inch | ≤ 25 mm | Some Asian cottons |
| Medium Staple (MS) | 1.03–1.13 inches | 26–28 mm | Pima, Egyptian |
| Long Staple (LS) | 1.14–1.38 inches | 29–35 mm | Supima, Sea Island |
| Extra-Long Staple (ELS) | ≥ 1.40 inches | ≥ 36 mm | Giza, Xinjiang |
3. Fiber Strength in Yarn Manufacturing
Fiber robustness has a direct consequence on yarn and fabric tensile strength. When fiber strength improves, yarn and fabric strength amplifies proportionally. This relationship is critical for textile products requiring high durability.
Weak cottons tend to produce excessive fiber fallout during processing. In the blow room, exposure to the beater causes fiber breakage. During carding, fragile fibers generate short fibers that decrease yarn strength and consistency.
The minimum strength requirement for textile fabric is approximately 6 cN/Tex (equivalent to approximately 6 km breaking strength). This baseline ensures adequate performance in end-use applications.
Breaking strength values for major textile fibers (in cN/Tex):
| Fiber Type | Breaking Strength (cN/Tex) | Classification |
|---|---|---|
| Cotton | 16–41 | Moderate to High |
| Wool | 13–19 | Moderate |
| Polyester | 32–59 | High |
For cotton, fiber bundle strength is measured and reported using the Pressley Index (PI) and PSI (Pounds per Square Inch) methods. The Pressley Index formula is:
Pressley Index (PI) = Breaking load (lbs) ÷ Bundle weight (mg)
The standard Pressley Index grading scale for cotton fiber strength:
| PI Value | Strength Grade | Application Suitability |
|---|---|---|
| Below 70 | Weak | Limited spinning applications |
| 70–74 | Fairly Strong | Standard textiles |
| 75–80 | Medium Strong | General purpose fabrics |
| 81–86 | Strong | Premium textiles |
| 87–92 | Very Strong | High-performance fabrics |
| 93 and Above | Excellent | Technical textiles |
4. Length Uniformity in Cotton Processing
When length uniformity increases, cotton processing yields measurable improvements in yarn quality and machine performance.
- Yarn irregularity decreases significantly
- Ends down during spinning decrease
- Combing waste volume reduces
- Fly liberation decreases, reducing machine contamination
Two primary measures quantify length uniformity in cotton samples:
- Uniformity Ratio (UR)
- Uniformity Index (UI)
Uniformity Ratio (UR) = (50% Span Length ÷ 2.5% Span Length) × 100
The UR range for acceptable cotton spinning fiber is 75%–85%. Values below 75% indicate excessive short fiber content that causes processing difficulties.
Uniformity Index (UI) = (Mean Length ÷ Upper Half Mean Length) × 100
The UI range for quality cotton is 40%–50%. This index provides a percentage-based measure of fiber length consistency.
5. Fiber Maturity in Cotton Textile Quality
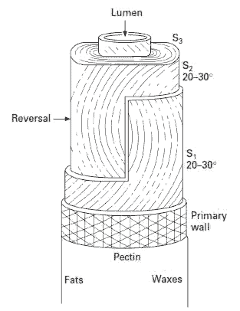
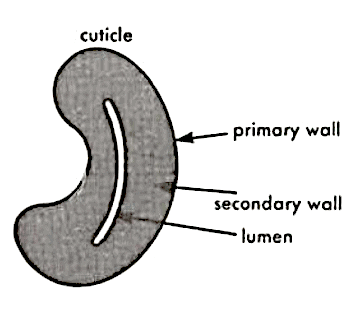
Cotton fiber maturity refers to the degree of cell wall development. A fully matured fiber exhibits a well-developed, thick cell wall structure. An immature fiber has a comparatively thin cell wall that affects processing behavior and final product quality.
When moisture-swollen fiber cross-sections show cell wall thickness representing 50%–80% of the fiber diameter, the cotton is classified as mature. Immature fibers display cell wall thickness of 30%–45%. Dead fibers show less than 25% cell wall development.
Immature fibers cause the following textile defects:
- Yarn strength deterioration
- Neppiness (fiber entanglements visible in yarn)
- Erratic dye absorption causing color variation
- Higher proportion of short fibers in yarn
- Processing difficulties primarily during carding
- Lower dye adsorption compared to mature fibers
Maturity is quantified as the Maturity Ratio, calculated using Lord’s equation:
Maturity Ratio = {(N – D) ÷ 200} + 0.7
Where N represents the count of normal (mature) fibers and D represents dead fibers.
The standard maturity ratio grading scale:
| Maturity Ratio | Grade Classification | Spinning Performance |
|---|---|---|
| 0.86 | Good | Optimal processing |
| 0.75 | Average | Standard processing |
| 0.65 | Poor | Requires careful handling |
6. Color Grade in Cotton Classification
Color grade measures two distinct properties of cotton fibers: reflectance (Rd) and yellowness (+b). Reflectance indicates the whiteness level of light reflected by cotton fibers. Yellowness measures the degree of yellow coloration in the reflected light.
|
Classer’s Reflectance Grade |
Classer’s Yellowness Classification |
||||
|
White |
Light Spotted |
Spotted |
Tinged | Yellow Stained | |
|
Good Middling |
11* |
12 |
13 |
– |
– |
|
Strict Middling |
21* |
22 |
23* |
24 |
25 |
|
Middling |
31* |
32 |
33* |
34* |
35 |
|
Strict Low Middling |
41* |
42 |
43* |
44* |
– |
|
Low Middling |
51* |
52 |
53* |
54* |
– |
|
Strict Good Ordinary |
61* |
62 |
63* |
– |
– |
|
Good Ordinary |
71* |
– |
– |
– |
– |
|
Below Grade |
81* |
82 |
83 |
84 |
85 |
* indicates quantitative standards; the others are qualitative designations established by the International Cotton Standards Committee.
7. Fiber Cleanness in Cotton Processing
A bale of cotton contains not only raw fibers but also a measurable amount of impurities. Beyond the harvested fiber, cotton stock includes foreign matter of various kinds that textile processors must remove during cleaning.
The three primary categories of impurities found in cotton bales:
Vegetable Matter in Cotton
- Husk portions from cotton seeds
- Seed wreckage fragments
- Steam remains from processing
- Leaf fragments from harvest
- Wood trash from handling equipment
Mineral Matter in Cotton
- Earth and soil particles
- Sand from field harvest
- Dust from ginning and processing
- Coal particles from heating systems
Other Foreign Matter in Cotton
- Metallic fragments from machinery
- Dry goods fragments from packaging
- Storing material residues
- Cloth particles from handling
- Packing elements from transport
8. Elongation in Cotton Fiber Performance
Elongation measures the elastic performance of fiber bundles. The stretched length of fibers immediately before breakdown is recorded as the elongation percentage—a critical indicator of fiber durability during processing.
| Elongation Percentage | Grade Classification | Processing Characteristics |
|---|---|---|
| Below 5.0% | Very Low | Brittle, breaks easily |
| 5.0–5.8% | Low | Limited elasticity |
| 5.9–6.7% | Medium | Balanced performance |
| 6.8–7.6% | High | Good processing tolerance |
| Above 7.6% | Very High | Excellent elasticity |
9. Moisture in Cotton Fiber Processing
Moisture content represents the proportion of water present in the cotton sample. This value fluctuates based on relative humidity, storage time, ambient temperature, and the previous conditioning history of the fiber.
Standard cotton fiber exhibits a moisture content of 7.5% and a moisture regain of 8.5% under standard testing conditions (65% relative humidity, 20°C).
| Moisture Content (%) | Grade Classification | Processing Implications |
|---|---|---|
| Below 4.5% | Very Low | Static issues, fiber damage |
| 4.5–6.5% | Low | Processing difficulty |
| 6.5–8.0% | Medium | Optimal range |
| 8.0–10.0% | High | Mold risk, difficult processing |
| 10.0 and Above | Very High | Storage hazard, degradation |
Frequently Asked Questions
Which cotton fiber quality parameter should spinners prioritize?
Cotton fiber possesses multiple properties that affect spinning performance. The end use of the textile product determines the selection priorities. For general cotton spinning, fiber fineness and staple length are the most significant criteria.
Moisture content, trash content, and elongation follow in importance for most spinning applications. Specialty textiles may require different priority hierarchies based on specific performance requirements.
What is the difference between moisture content and moisture regain in cotton?
Moisture content represents the quantity of water present in the fiber as a percentage of the total weight of the fiber including water. Moisture regain expresses the quantity of water in the fiber as a proportion of its oven-dry weight alone.
Because the denominator differs, moisture regain values always exceed moisture content values for the same fiber sample. For cotton processed under standard conditions, moisture content is 7.5% while moisture regain is 8.5%.
What is the difference between short fiber and short staple fiber?
A fiber qualifies as short fiber when its length measures below 12.5 mm. The fibers removed during the combing process are also classified as short fiber or noil.
Short staple fibers represent a different classification—these are fibers with lengths between 12.5 mm and 25 mm that are suitable for processing on short staple spinning systems. The term “short staple” refers to the spinning system capability, not just the fiber length.
References
- W. Klein. (2014). The Rieter Manual of Spinning Volume 1: Technology of Short-Staple Spinning. Rieter. https://books.google.com.bd/books/about/The_Rieter_Manual_of_Spinning_Volume_1.html?id=s01wDwAAQBAJ&redir_esc=y
- C. Yu. (2014). Natural Textile Fibres: Vegetable Fibres. In Handbook of Natural Fibres. Woodhead Publishing. https://www.sciencedirect.com/science/article/pii/B9781845699314000027
- Rieter. (2024). Automatic Bale Opener UNIfloc A12 Technical Specifications. Rieter. https://www.rieter.com/products/systems/fiber-preparation/bale-opener-unifloc-a-12/
- International Cotton Advisory Committee. (2023). Survey of Cotton Fiber Qualities. ICAC. https://www.prosino.com/short-staple-fibers/



