Spinning Basics : Yarn Definition | Classification | Types | Flowchart
Yarn spinning types are classified into two main categories based on fiber length—spun yarn (made from short or long staple fibers) and filament yarn (made from continuous filaments)—and further divided by spinning system into ring spinning, rotor spinning, and air-jet spinning. Each spinning technique produces yarns with distinct characteristics suited to different textile applications. Ring spinning produces the highest quality yarn for fine counts, rotor spinning offers the highest production rates for coarse counts, and air-jet spinning occupies the middle ground for medium-fine counts.
What is Yarn?
Yarn is an extensive length of linked fibers formed by attenuation and twist which serves as the fundamental raw material for textile production, particularly in knitting, weaving, sewing, embroidery, cable making, and cord making. The manufacturing process for yarn is called spinning.
Classification of Yarn According to Spinning Technique
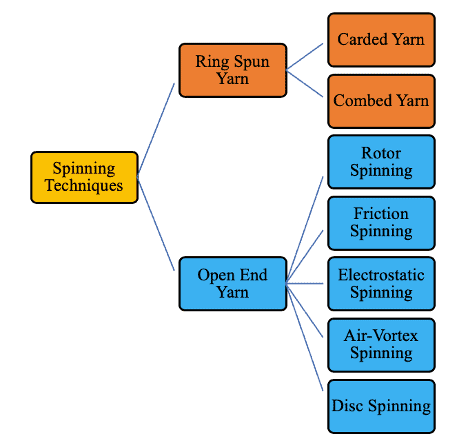
Types of Yarn
Yarn classification depends on several key parameters:
| Length | No. of strand | Spinning System | Process Sequence | Fiber Blend | Use |
|---|---|---|---|---|---|
| 1. Spun yarn (Short Staple & Long staple) 2. Filament yarn (Mono-filament & Multi-filament) | 1. Single yarn 2. Ply yarn 3. Cable yarn | 1. Ring yarn 2. Rotor yarn 3. Air-jet yarn 4. Worsted yarn 5. Woolen yarn | 1. Carded yarn 2. Combed yarn | 1. CVC (Chief Value of Cotton) 2. PC (Polyester and Cotton) | 1. Woven yarn (warp & weft) 2. Knit yarn |
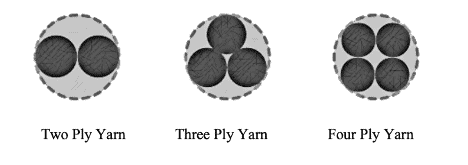
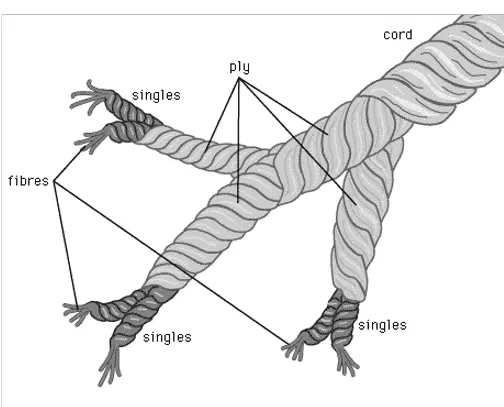
Ply Yarn Structure and Applications
A yarn that has not been doubled or twisted with another yarn is classified as a single-ply. When two yarns are twisted together and wound into a package, the result is a 2-ply yarn; three yarns twisted together produce a 3-ply yarn. Plies are hardened through twisting to make yarn resilient for special purposes. In the Denim industry, plied yarns have become essential, particularly for piece-dyed fabrics expected to withstand extended stone wash processes. The twist direction of plied yarns runs opposite to the singles yarn twist — singles may use s-twist (spiral rising to the left) or z-twist (spiral rising to the right), and ply twist runs in the contrary direction to bind the strands together.
Cable Yarn Construction
Cable yarn consists of more than two smaller plied yarns warped together. A four-ply cable yarn, for example, is constructed by wrapping a pair of two-ply yarns around each other. This construction method produces a thicker, more rounded yarn with enhanced durability, making cable yarns suitable for heavy-duty applications such as marine rope, industrial belting, and decorative braids.
Spinning System Comparison: Ring vs. Rotor vs. Air-Jet
The three dominant industrial spinning systems each deliver distinct performance characteristics suited to different market requirements. Ring spinning, the most established method, produces yarns with superior strength and evenness. Rotor spinning (open-end) delivers dramatically higher production rates for coarser counts. Air-jet spinning occupies the middle ground with competitive speeds for medium-fine counts.
| Parameter | Ring Spinning | Rotor (Open-End) Spinning | Air-Jet Spinning |
|---|---|---|---|
| Maximum spindle/rotor speed | 25,000 rpm | 140,000 rpm | 40,000 rpm (winding) |
| Production rate (relative) | 1× (baseline) | Up to 7× higher for 10s Ne | 2–3× higher than ring |
| Yarn count range | 2sNe to 200sNe | 4sNe to 60sNe | 10sNe to 80sNe |
| Twist level (TPM) | 300–2,500 TPM | 200–800 TPM (lower twist) | 400–1,200 TPM |
| Labor intensity | High (requires doffing) | Low (automated) | Moderate |
Spinning System Selection Quick Reference
| Spinning System | Best For | Key Advantage | Key Limitation |
|---|---|---|---|
| Ring Spinning | Fine counts (60sNe+), high-quality woven fabrics, shirting, bed sheets | Superior yarn strength and evenness; widest count range | Lowest production rate; labor-intensive doffing |
| Rotor (Open-End) Spinning | Coarse counts (4sNe–60sNe), Denim, industrial fabrics, sheeting | Highest production rate (up to 7× ring); fully automated | Lower yarn quality; limited to coarser counts |
| Air-Jet Spinning | Medium-fine counts (10sNe–80sNe), woven blends, knit fabrics | Competitive speed (2–3× ring); consistent yarn properties | Limited to spun staple fiber blends; higher machinery cost |
Ring spinning remains the benchmark for quality. Modern ring spindles rotate at speeds reaching 25,000 rpm, and the system handles yarn counts from 2sNe (very coarse) to 200sNe (ultra-fine). The process produces yarns with twist levels between 300 and 2,500 TPM depending on the end-use requirement. However, ring spinning is labor-intensive, requiring manual doffing when bobbins fill.
Rotor spinning achieves production rates up to seven times higher than ring spinning for coarse counts such as 10sNe. Modern rotors operate at speeds reaching 140,000 rpm, a dramatic advance from the 30,000 rpm available in 1965 when the technology launched. The system processes yarn counts between 4sNe and 60sNe, making it ideal for Denim, bed sheets, and industrial fabrics. The trade-off is lower yarn twist (200–800 TPM), which affects strength and handle.
Process Flow Chart for Manufacturing of Carded Yarn
| Input | Process/Machine | Output |
| Bale Management | ||
| Raw cotton | Blowroom | Lap/ Chute |
| Lap/ Chute | Carding | Card Sliver |
| Card Sliver | 1st Draw Frame/ Breaker Draw Frame | Drawn Sliver |
| Drawn Sliver | 2nd Draw Frame/ Finisher Draw Frame | Drawn Sliver |
| Drawn Sliver | Simplex/ Speed Frame/ Roving Frame | Roving |
| Roving | Ring Frame | Yarn (Cops Form) |
| Yarn (Cops Form) | Winding M/C | Yarn (Package Form) |
| Yarn (Package) | Heat set | Yarn (Package) |
Process Flow Chart for Manufacturing of Combed Yarn
| Input | Process/Machine | Output |
| Bale Management | ||
| Raw cotton | Blowroom | Lap/ Chute |
| Lap/ Chute | Carding | Card Sliver |
| Card Sliver | Pre-Comb Draw Frame | Drawn Sliver |
| Drawn Sliver | Super Lap Former | MiniLap |
| MiniLap | Comber | Combed Sliver |
| Combed Sliver | Post-Comb Draw Frame | Drawn Sliver |
| Drawn Sliver | Simplex/ Speed Frame/ Roving Frame | Roving |
| Roving | Ring Frame | Yarn (Cops Form) |
| Yarn (Cops Form) | Winding M/C | Yarn (Package Form) |
| Yarn (Package) | Heat set | Yarn (Package) |
Process Flow Chart for Manufacturing of Rotor Yarn
| Input | Process/Machine | Output |
| Bale Management | ||
| Raw cotton | Blowroom | Lap/ Chute |
| Lap/ Chute | Carding | Card Sliver |
| Card Sliver | Draw Frame | Drawn Sliver |
| Drawn Sliver | Rotor | Yarn |
Differences Between Carded Yarn and Combed Yarn
| Carded Yarn | # | Combed Yarn |
|---|---|---|
| Yarn produced without the combing process is classified as carded yarn. | 1. | Yarn produced through the combing process is classified as combed yarn. |
| Carded yarn has lower quality characteristics compared to combed yarn. | 2. | Combed yarn is superior to carded yarn in quality parameters. |
| Contains a higher percentage of short fibers typically below 12.7mm (0.5 inch). | 3. | The comber removes short fibers, leaving only fibers typically above 12.7mm (0.5 inch) in length. |
| No lap former is required in the production process. | 4. | Super lap former converts drawn sliver into lap for comber feeding. |
| Tensile properties of carded yarn are inferior due to fiber irregularity. | 5. | Combed yarn exhibits superior strength — up to 30% higher tenacity at equivalent twist levels. |
| Yarn irregularity (U%) is comparatively higher, typically 1.5–2% above combed values. | 6. | Combed yarn is more regular with lower U% values due to the removal of short fibers and neps. |
Key Definitions in Yarn Manufacturing
- Lap: A compressed layer or sheet of cotton or wool fiber, typically 60–70g/m² in areal density, used as input to the comber.
- Sliver: A constituent of loose fibers shaped in carding, combing, or drawing. It contains no twist and has a typical linear density of 3.5–5.0 ktex.
- Roving: A collection of moderately fine fibrous strands produced in the final stage of preparation for spinning, with a typical linear density of 0.5–5.0 ktex and slight twist.
- Ginning: The process of separating cotton seeds from the fiber. The best ginning methods extract fibers without damaging the fiber structure — ideally maintaining fiber length above 25mm.
- Lint: Raw cotton after the ginning process, consisting of fibers typically 25–45mm in length depending on cotton variety.
- Linters: The short, fuzzy fibers (typically 1–3mm) still attached to the seed after ginning. These are recovered for cellulose-based industrial products.
Importance of Raw Cotton in Yarn Manufacturing
Raw material cost represents approximately 50–75% of the total manufacturing cost for short staple yarn production. This figure alone demonstrates the critical importance of cotton selection for yarn producers. The inherent quality of yarn depends on raw material characteristics for approximately 80–90% of the final properties. Fiber length, fineness, strength, and maturity collectively determine spinnability and end-product performance.
Major Cotton Fiber Producing Countries
The leading cotton-producing nations include India, the United States, China, Brazil, Pakistan, Uzbekistan, and Australia. Other significant producers are Burkina Faso, Benin, Turkey, Egypt, Togo, Ivory Coast, Zimbabwe, and Mali. These countries collectively account for over 85% of global cotton lint production, with India and the United States alone contributing approximately 45% of world output.
Recognized Cotton Fiber Brand Names
| Brand Name | Country |
|---|---|
| Pima (Extra-Long Staple) | USA |
| Arizona | USA |
| Raja | CIS Region |
| Shankar | India |
| Delta | Bangladesh |
Approximate Bale Weight by Cotton Origin
| Origin of Cotton | Weight per Bale (kg) |
|---|---|
| Benin | 225 – 250 |
| Brazil | 247 |
| Burkina Faso | 225 – 226 |
| Ivory Coast | 229 |
| Mali | 226 |
| Pakistan | 152 – 158 |
| Pima (USA) | 220 – 230 |
| Shankar India | 162 |
| Spanish | 230 |
| Tajikistan | 209 – 213 |
| Togo | 236 |
| Turkmenistan | 209 – 230 |
| USA (general) | 229 – 247 |
Spinning Technique Selection Guide
Selecting the appropriate spinning system depends on the required yarn count, quality specifications, production volume, and cost constraints. Ring spinning delivers the highest quality yarn for fine counts (above 60sNe) and offers the widest versatility, but at lower production rates. Rotor spinning is the preferred choice for coarse-to-medium counts (4sNe to 60sNe) where production volume is prioritized and yarn quality meets acceptable standards for Denim, sheeting, and industrial fabrics.
For 50:50 cotton-polyester blends, the classification depends on the cotton proportion. When cotton exceeds 50%, the blend qualifies as CVC (Chief Value of Cotton). When polyester exceeds 50%, the blend is designated as PC (Polyester-Cotton). Some mills use the term TC (Terylene-Cotton) for equal blends to distinguish from the CVC terminology. Terylene is a polyethylene terephthalate fiber, the same polymer family as standard polyester.
The lap former plays an essential role in combed yarn production. Since combed yarn consists primarily of longer fibers with short fibers removed by the comber, the comber requires lap (not drawn sliver) as feed material. The Super Lap Former converts drawn sliver from the pre-comb draw frame into compressed lap sheets suitable for comber feeding — without this machine, the comber cannot process the material efficiently.
For spinning coarse fibers on hand-spinning wheels, wheels with a lower whorl and flyer ratio produce the best results. The lower whorl reduces twist insertion speed, allowing coarser fibers to accept twist evenly without overtwisting or breaking. The Ashford Kiwi 3 exemplifies this design, featuring a whorl ratio optimized for medium-to-coarse spinning.
References
- Klein, W. (2014). The Rieter Manual of Spinning — Volume 1: Technology of Short-Staple Spinning. Rieter. https://books.google.com.bd/books/about/The_Rieter_Manual_of_Spinning_Volume_1.html
- Rieter. Automatic Bale Opener UNIfloc A12. https://www.rieter.com/products/systems/fiber-preparation/bale-opener-unifloc-a-12/
- Uster Technologies. Bale Manager Module Application Manual. https://csitc.org/sitecontent/RTCEA/internal_ea/02_RTC_Content/022_Training/0222_Training_documents/02225_USTER/Application%20Manual/0222515_BaleManager.pdf
- Wikipedia. Ring spinning. https://en.wikipedia.org/wiki/Ring_spinning
- Wikipedia. Open-end spinning. https://en.wikipedia.org/wiki/Open-end_spinning
- Wikipedia. Yarn. https://en.wikipedia.org/wiki/Yarn



