
Vat Dyes | Properties | Dyeing Mechanism – A Comprehensive Look
Vat Dyes
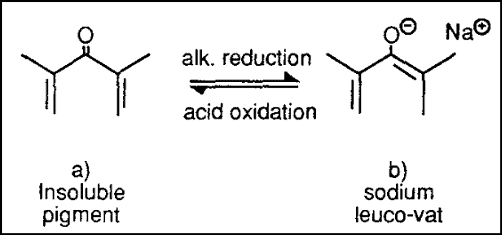
Vat dyes are a class of water-insoluble dyes that color cellulosic fibers through a unique reduction-and-oxidation (vatting) process, delivering exceptional wash, light, and bleach fastness that outperforms all other cellulose dye classes. Unlike direct or reactive dyes, vat dyes require chemical reduction in alkaline solution to become water-soluble, then re-oxidize to their insoluble pigment form within the fiber—a mechanism that provides unmatched color retention in harsh processing conditions [1].
While indigo dyes—the most recognized member of this class—dominate colored denim production, the broader vat dye family spans the full visible spectrum. Their ability to withstand repeated laundering, hypochlorite bleaching, and prolonged UV exposure makes them the definitive choice for military uniforms, workwear, and outdoor textiles where color integrity is non-negotiable [3].
The global indigo market alone exceeds 30,000 metric tons annually, nearly all consumed by the denim industry—but vat dyes as a whole command prices ranging from $30–$150/kg, reflecting their superior performance characteristics and the additional processing complexity they require [5].
Why Vat Dye Is So Called
The name “vat dye” originates from the historical dyeing process, which was carried out in large wooden vessels called vats. This vessel-based application method gave the entire dye class its name [2].

Fermentation Vat
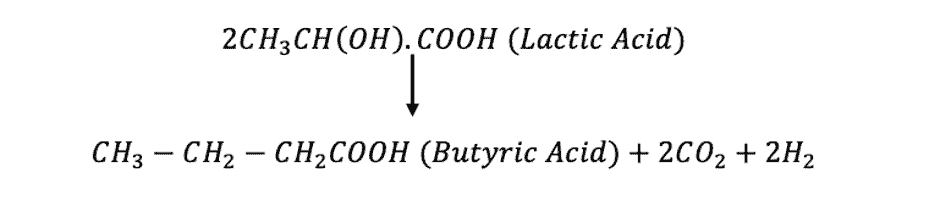
The classical fermentation vat process for dissolving indigo requires 2–3 days to complete. The bacteriological reduction sequence converts saccharides into lactic acid through fermentation, then splits lactic acid into butyric acid, carbon dioxide, and hydrogen gas [2].
The liberated hydrogen gas reduces indigo to indigo white (leuco-indigo). Adding slaked lime Ca(OH)₂ at concentrations of 5–10 g/L dissolves the indigo white, producing the yellow-green vat solution used for dyeing [1]. The reduction potential at this stage typically registers between −600 mV and −900 mV versus a silver/silver chloride reference electrode.
What Is Vatting?
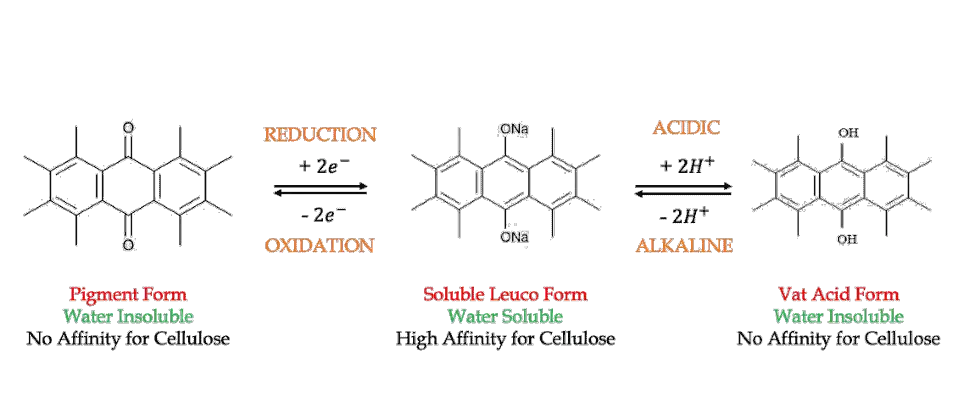
The term “vatting” appears throughout vat dye processing literature, and understanding this step is essential before proceeding with application methods. Vatting is the chemical reduction process that converts insoluble vat dyes into their water-soluble leuco form.
This conversion makes the dye substantive to cellulosic fibers in an aqueous medium. The insoluble parent dye molecule contains carbonyl (C=O) groups that, when reduced under alkaline conditions, become hydroxyl (C-OH) groups capable of hydrogen bonding with cellulose [3].
Suitable reducing agents—typically sodium hydrosulfite (Na₂S₂O₄, also called hydrose or hydros)—combined with alkali (NaOH or Na₂CO₃) accomplish this conversion. The color shift observed during vatting (often yellow-green to blue or red-brown to green) confirms the reduction has proceeded correctly.
What Does Leuco Mean?
“Leuco” derives from the Greek word meaning white. Since indigo white (indigo reduced form) was the first leuco compound encountered in vat dyeing, the term persists today to describe the reduced, soluble state of all vat dyes. Modern leuco vat dyes rarely appear white—the name now indicates the reduced state rather than the actual color [2].
Stereochemistry of Vat Dyes
The stereochemical configuration of vat dye molecules determines their substantivity and diffusion rates into cellulose fibers. Anthraquinone-based vat dyes possess planar molecular structures that facilitate stacking between cellulose chains, while the anthraquinone carbonyl groups form hydrogen bonds with cellulose hydroxyl groups at positions C-2 and C-3 [4].
How Vat Dyeing Is Defined
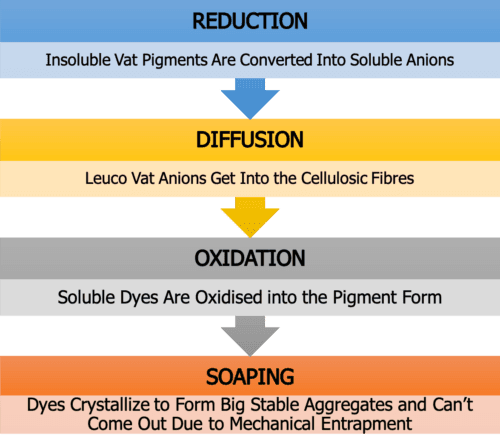
Vat dyeing is a four-step process for coloring cellulosic fibers. The following sequence defines the complete application method [1]:
- Water-insoluble vat dye (containing keto functional groups) is introduced to the dyebath
- Alkaline reduction with sodium hydrosulfite converts the dye to its water-soluble leuco form at 40–60°C
- The leuco dye is adsorbed and diffused into the fiber from an alkaline aqueous solution at pH 10.5–11.5
- Subsequent oxidation (by air exposure or chemical oxidizing agents) converts the dye back to its insoluble pigment form within the fiber
Properties of Vat Dyes
- Dyes exhibit solubility in hot water at 60–80°C; solubility improves with addition of Na₂CO₃ at 5–10 g/L
- Urea addition at 50–60°C increases solubility for certain dye classes
- Dye hydrolysis occurs at temperatures above 80°C, limiting application to pale and medium depths
- Light sensitivity requires protection of dye baths from sunlight; ester groups hydrolyze prematurely at elevated temperatures
- Na₂CO₃ at 2–5 g/L enhances dye uptake due to the negligible natural affinity of dyes for cellulose
- Dyeing at 50–60°C promotes leveling; temperatures below 40°C may result in unlevel applications
- Powder form requires stabilization with alkaline salts; paste form remains stable when stored in darkness with Na₂CO₃ (3–5 g/L) and NaOH (1–2 g/L) added
- Available as powder or paste; paste forms contain 20–40% active dye content
- Color range includes blue, orange, purple, pink, yellow, green, and golden shades—primarily light to medium depths
- Tinctorial power is low; increasing dye concentration by 100% may yield only 20–30% deeper shade
Common Phases of Vat Dyeing (Exhaust Method)
The exhaust method of vat dyeing follows four distinct phases. Each phase requires precise control of temperature, pH, and redox conditions to achieve acceptable color yield and levelness [1].
Classification of Vat Dyes
Vat dyes fall into two primary classification systems based on their chemical constitution and application conditions [5]:
- Chemical Constitution
- Application Condition
1. Classification Based on Chemical Structure
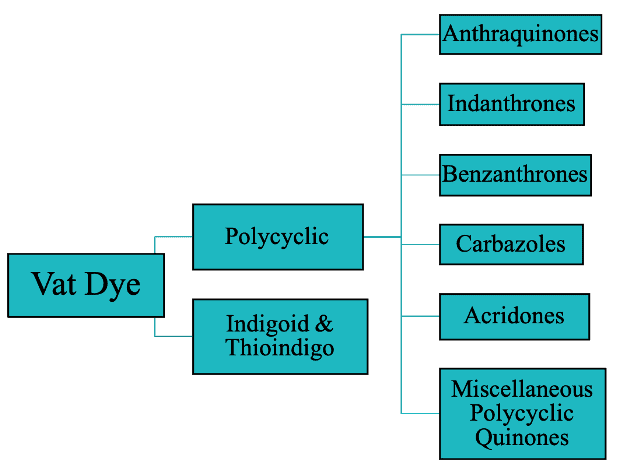
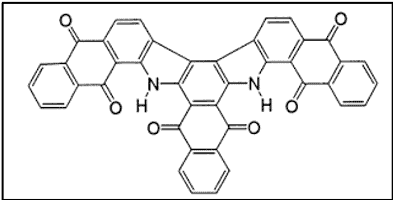
I. Polycyclic Vat Dyes
Polycyclic vat dyes are based on anthraquinone and related polycyclic ring systems. These compounds deliver outstanding fastness properties across the full visible spectrum [4].
- Commercial products dominate the blue, green, brown, and black color sectors
- Certain yellow and orange dyes within this class cause phototendering under extended UV exposure
- High thermal stability permits use as pigments in paint and plastic applications
- Several polycyclic dyes provide infrared camouflage properties for military textiles, absorbing at 700–900 nm [4]
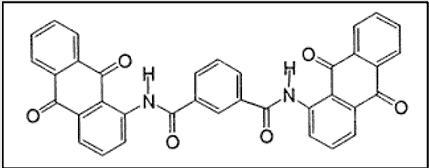
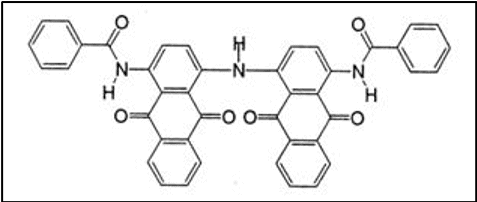
i. Anthraquinones
Over 200 anthraquinone vat dyes are in commercial use, with constitutions of approximately 130 fully characterized. These complex structures may contain up to 19 condensed aromatic rings [5].
- Shade range extends from yellow (CI Vat Yellow 1, 2, 3) through red, violet, blue, brown, and black
- Only alkaline sodium hydrosulfite (hydrose) serves as a practical reducing agent for this class
- Chief applications are dyeing and printing of cellulosic fibers
CI Vat Yellow 26 represents a typical anthraquinone structure:
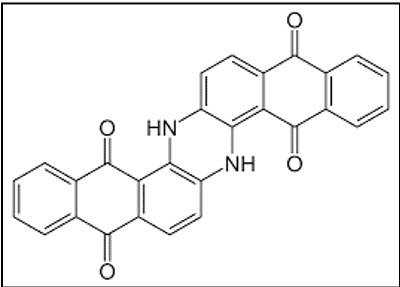
ii. Indanthrones
Indanthrone (CI Vat Blue 4) holds historical significance as the first synthetic vat dye, developed by René Bohn in 1901. BASF marketed it under the trade name Indanthren Blue R [5].
- Based on the indanthrone ring system derived from anthraquinone
- Exhibits light fastness rating of 7–8 on the 8-step ISO blue scale
- Wash fastness rating reaches 4–5 at standard depth using 1/1 standard depth
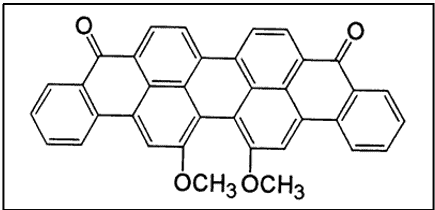
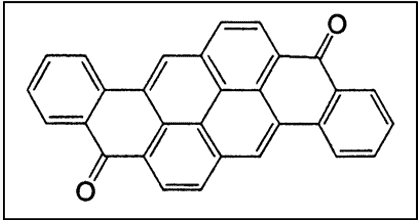
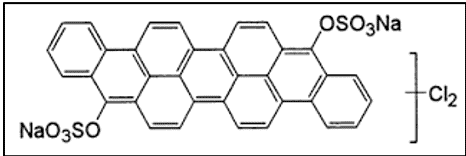
iii. Benzanthrones (The Green Vat Dyes)
Benzanthrone-derived dyes are substituted indanthrone structures. Dibenzanthrone (CI Vat Blue 20) and Caledon Jade Green (CI Vat Green 1, violanthrone) represent commercially important members of this class [5].
- Levelling properties rank among the best of all vat dye classes
- Light fastness ratings reach 7–8 on the ISO blue scale
- Several green shades with these fastness levels cannot be produced by any other dye class
Diphthaloylcarbazole derivatives constitute an important group within the benzanthrone classification, offering good all-round fastness properties across yellow through black shade ranges [4].
iv. Carbazoles
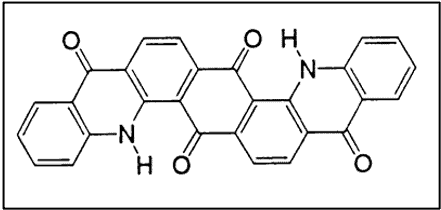
v. Acridones
The first anthraquinone vat dye containing an acridone ring system was synthesized in 1909 by Fritz Ullmann. The acridone structure provides excellent light fastness but moderate alkali resistance due to keto-enol tautomerism [5].
- Light fastness ratings reach 6–7 on the ISO blue scale
- Moderate resistance to alkali (pH sensitivity above 11)
vi. Miscellaneous Polycyclic Quinones
Flavanthrone, pyranthrone, and anthrathrone hold commercial interest as specialty polycyclic quinone vat dyes [4]:
- Flavanthrone (CI Vat Yellow 1): light fastness 7–8 but prone to slow oxidation, lower wash fastness, and photochromism
- Pyranthrone (CI Vat Orange 2): phototendering agent with brilliant orange hues of good fastness
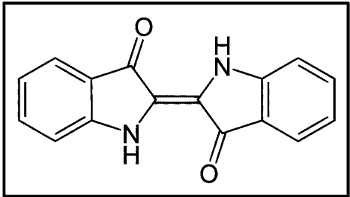
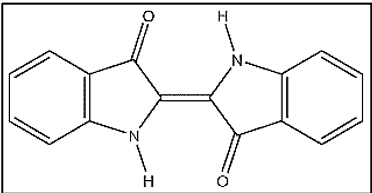
II. Indigoid and Thioindigo Vat Dyes
Indigo, derived from plants of the Indigofera genus, represents the original vat dye. BASF achieved the first commercially successful synthetic indigo production in 1897 through fusion of o-carboxyphenylaglycine with caustic potash, followed by oxidation of the resulting indoxyl [5].
- Produces characteristic bluish shades (CI Vat Blue 1)
- Primary application is warp dyeing for woven cotton denim
- Light fastness rates at 4–5 on the ISO blue scale; fading occurs in tone rather than shifting hue
- Global denim market consumption of indigo exceeds 30,000 metric tons annually
2. Classification Based on Application Condition
Application-condition classification divides vat dyes into four groups based on vatting and dyeing temperatures and alkali requirements [6]:
I. The IN (Indanthrene Normal) Group of Dyes
- Vatting temperature: 60°C (±2°C)
- Dyeing temperature: 60°C (±2°C)
- NaOH concentration: 8–12 g/L in vat bath
- No salt addition required due to high substantivity of leuco dyes for cotton
II. IW (Indanthrene Warm) Group of Dyes
- Vatting temperature: 50°C (±2°C)
- Dyeing temperature: 50°C (±2°C)
- NaOH concentration: 4–6 g/L in vat bath
- Moderate substantivity requires salt addition (Na₂SO₄: 10–20 g/L) to aid exhaustion
III. IK (Indanthrene Cold) Group of Dyes
- Vatting temperature: 40°C (±2°C)
- Dyeing temperature: 20–25°C (room temperature)
- NaOH concentration: 2–4 g/L in vat bath
- Low substantivity requires substantial salt addition (Na₂SO₄: 30–60 g/L) for adequate exhaustion
- Some IK dyes contain amide groups that hydrolyze under the conditions used for IN and IW groups
IV. The IN Special Group
- Vatting temperature: 60°C (±2°C)
- Dyeing temperature: 60°C (±2°C)
- NaOH concentration: 15–20 g/L (significantly higher than standard IN group) [6]
Dyeing of Cotton with Vat Dyes (Exhaust Method)
The exhaust method applies vat dyes to cotton through a controlled temperature profile. A typical dyeing curve progresses through addition, reduction, absorption, and fixation phases over 45–90 minutes total [1].
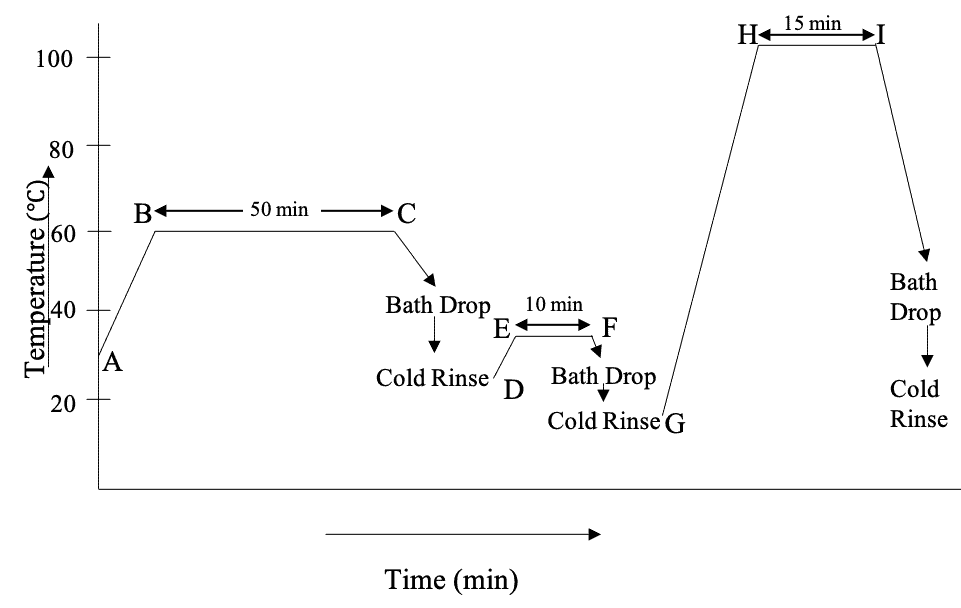
A Typical Vat Dyeing Recipe and Dyeing Curve for Exhaust Method
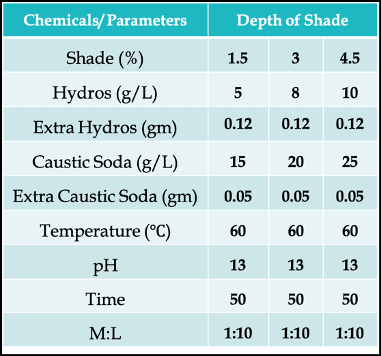
Recipes vary by depth of shade. A standard recipe for 1% depth on cotton fleece typically includes [6]:
| Chemical | Light Shade (0.5–1%) | Medium Shade (1–3%) | Deep Shade (3–8%) |
|---|---|---|---|
| Vat Dye | 0.5–1.0% owf | 1.0–3.0% owf | 3.0–8.0% owf |
| Sodium Hydrosulfite | 2–3 g/L | 3–5 g/L | 5–8 g/L |
| Caustic Soda (36°Be) | 2–3 mL/L | 3–5 mL/L | 5–8 mL/L |
| Sodium Sulfate | 5–10 g/L | 10–20 g/L | 20–40 g/L |
| Wetting Agent | 0.5–1.0 g/L | 0.5–1.0 g/L | 0.5–1.0 g/L |
Why Extra Reducing Agent and Alkali Are Required
The dyeing vessel contains free headspace that introduces atmospheric oxygen into the system. This oxygen re-oxidizes a portion of the sodium hydrosulfite reducing agent, rendering it ineffective [2].
The oxidative decomposition reactions consume alkalinity and generate acidic by-products:
2Na₂S₂O₄ + O₂ + 2H₂O → 2Na₂SO₄ + 2NaHSO₃
2NaHSO₃ + O₂ + 2NaOH → 2Na₂SO₄ + 2H₂O
The bold-faced decomposition products (Na₂SO₄, NaHSO₃) exhibit acidic character, lowering the bath pH. Pre-measured extra alkali compensates for this pH decline and maintains reduction potential within the target range of −300 mV to −450 mV versus a platinum electrode.
Calculating Extra Reducing Agent and Alkali for Vat Dyeing
Industry-recommended dosages for compensating oxygen in the free space of a dyeing vessel are [1]:
Recommendation: 1.7 kg sodium hydrosulfite for each 1 m³ of air in the free space
Recommendation: 2.0 liters of 36°Be caustic soda for each 1 m³ of air in the free space
For a cylindrical vessel with a free-space height of 2.5 inches (63.5 mm) and diameter of 1.5 inches (38.1 mm):
- Free-space volume = πd²h/4 = 4.42 inch³ = 7.24 × 10⁻⁵ m³
- Sodium hydrosulfite required = 1.7 × 7.24 × 10⁻⁵ kg = 1.23 × 10⁻⁴ kg = 0.1231 g
- Caustic soda (36°Be = 417 g/L NaOH) required = 2.0 × 7.24 × 10⁻⁵ L = 1.448 × 10⁻⁴ L = 0.1448 mL = 0.0604 g NaOH
1. Reduction of Dyes (Vatting)
Vatting converts the insoluble dye to its soluble leuco form through reduction with sodium hydrosulfite (hydrose) in the presence of caustic soda (NaOH). This step typically requires 15–30 minutes at the prescribed vatting temperature for the dye group in use [2].
For anthraquinone-type dyes, the hue change during reduction occurs because the extended conjugated π-electron system of the parent dye compresses into a shorter system in the leuco form, shifting the absorption maximum [1]. Royal blue anthraquinone dyes characteristically shift to greenish shades upon reduction.

Optimal results require monitoring the ORP (Oxidation Reduction Potential) of the bath throughout the process. Target ORP values for vat dye reduction fall between −300 mV and −450 mV for most dye classes, though specific ranges vary by dye chemistry (see our ORP guide).
2. Uptake of the Leuco Dye (Diffusion)
During the absorption phase, leuco dye molecules are first adsorbed onto the fiber surface, then diffuse into the internal structure of the cellulose fiber. Adding sodium sulfate (Na₂SO₄) as an electrolyte at 10–40 g/L accelerates the dyeing absorption rate by compressing the electrical double layer at the fiber surface [6].
Dye diffusion coefficients within cellulose typically range from 1 × 10⁻¹² to 1 × 10⁻¹⁰ m²/s at 60°C, depending on dye molecular size and fiber moisture content. Higher temperatures increase diffusion rates but also increase the risk of unlevel dyeing if temperature control is poor.
3. Leuco Oxidizing (Oxidation)
After the leuco dye has entered the fiber, oxidation converts it from the water-soluble leuco form back to the water-insoluble pigment form. This solidification locks the dye within the fiber both mechanically through physical entrapment and through secondary valency forces including hydrogen bonding [3].
Two oxidation methods are employed in practice:
I. Air Oxidation
Atmospheric oxygen oxidizes the leuco dye in a process also called airing or skying. The dyed material is exposed to ambient air, typically for 20–40 minutes at room temperature.
Advantages
- Atmospheric oxygen provides sufficient oxidizing power for most vat dye conversions
- Zero chemical cost
- Simple operation requiring no special equipment
Disadvantages
- Slow action requiring 20–40 minutes for complete oxidation
- Non-uniform oxidation, particularly on package-dyed yarn or beam-dyed fabric
- Unsuitable for compact structures such as yarn packages, cheeses, or beams
- Unwanted side reactions may alter the final shade
II. Chemical Oxidation
Chemical oxidizing agents treat the dyed material in a controlled bath. This method offers precise control over oxidation rate and uniformity [1].
Advantages
- Rapid oxidation completed in 5–15 minutes
- Reduced risk of unwanted shade changes
- Uniform oxidation across all fabric forms and package densities
- Suitable for any material form including yarn packages, woven fabric, and knit fabric
Disadvantages
- Higher chemical cost compared to air oxidation
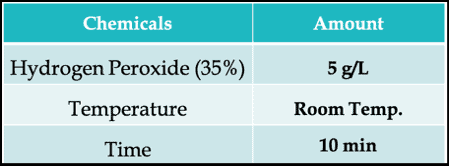
Accelerated chemical oxidation employs sodium hypochlorite (NaOCl, 1–2 g/L active chlorine at pH 8–9) or hydrogen peroxide (H₂O₂, 1–3 mL/L of 35% solution at pH 9–11). Hydrogen peroxide has largely replaced sodium and potassium dichromate, which are now obsolete due to chromium toxicity concerns.
Residual alkali carried forward on the substrate inhibits oxidizing agents from releasing free oxygen. Alkaline substrate reduces peroxide efficiency by consuming active oxygen through the side reaction:
Na₂S₂O₄ + 2NaOH + 3H₂O₂ → 2Na₂SO₄ + 4H₂O
Thorough rinsing before oxidation is essential to prevent shade loss and ensure maximum fastness properties.

A typical oxidation recipe using hydrogen peroxide includes [1]:
Over-Oxidation in Vat Dyeing
For certain sensitive vat dyes, hydrogen peroxide at standard concentrations provides excessive oxidation potential. Over-oxidation converts the dye beyond its original pigmentary form to a higher oxidation state, causing shade change or tarring [2].

4. Soaping (After-Treatment)
Soaping follows oxidation to achieve stable shade development and optimum color fastness. Despite its name, this process does not require soap—any treatment in near-boiling aqueous solutions (95–98°C) containing a surfactant qualifies [6].
Water alone at boiling temperature can provide adequate soaping for many vat dye applications. The process removes surface-adhered dye, unfixed pigment, and alkali residues from the substrate.
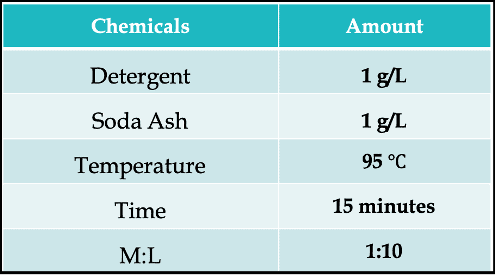
Shade change occurring during soaping is undesirable—reproducible results require all shade modifications to complete during the oxidation phase. Two factors govern soaping efficiency [1]:
- Process efficiency depends solely on temperature (95–98°C) and treatment duration (15–20 minutes), not on pH
- Dyes showing minimal shade change during soaping suit continuous processing where limited time is available
Precautions in Vat Dyeing
Successful vat dyeing requires strict control of chemical concentrations and process parameters throughout all four phases [2]:
- Exact concentrations of sodium hydrosulfite and caustic soda must be maintained throughout the process to sustain the reducing environment
- A vat yellow paper (filter paper dyed with CI Vat Orange 11) indicates excess reducing agent—color change from yellow to deep blue confirms sufficient Na₂S₂O₄ remains in the bath
- Excessive reducing agent decreases exhaustion rate and can over-reduce vat dyes, causing shade changes and reduced fastness
- Excess oxidizing agent leads to over-oxidation, particularly with hydrogen peroxide
How Vat Paper Works
Vat yellow paper consists of filter paper impregnated with CI Vat Orange 11 (Vat Yellow 3RT). When the dye contacts excess reducing agent in the bath, its conjugated system reduces and shifts the absorption maximum from yellow to blue. This distinct color transition provides a visual indicator of adequate reducing potential [1].
How to Strip Vat Dyes
Vat dyes can be stripped from cellulosic fibers to achieve lighter shades or permit re-dyeing. The stripping process re-solubilizes the pigmented dye form through re-reduction. A typical stripping recipe includes sodium hydrosulfite at 5 g/L, caustic soda at 12–15 g/L, and a nonionic detergent at 2–3 g/L, processed at 60–70°C for 30 minutes [1].
Stripping efficiency depends on the depth of the original shade, the specific dye used, and the number of stripping cycles applied. Multiple shallow stripping cycles produce more even results than a single aggressive treatment.
Why Wool Cannot Be Dyed with Standard Vat Dyes
Wool protein (keratin) contains disulfide bonds and amide linkages that hydrolyze under the strongly alkaline conditions (pH > 10) required for vat dye reduction. Caustic soda at concentrations of 5–10 g/L dissolves wool within 30–60 minutes at 60°C [3].
Low-affinity vat dyes, particularly indigo (CI Vat Blue 1), can be applied to wool using mild alkali systems (sodium carbonate, pH 9–10) at room temperature. However, strength loss of 10–20% occurs due to partial fiber damage. Wool-vat dye combinations remain uncommon in commercial practice.
Vat Dyes Advantages and Disadvantages
Vat dyes offer unmatched fastness performance for cellulosic fibers, but the additional processing complexity and cost must be weighed against application requirements [4]:
| Advantages | Disadvantages |
|---|---|
| Exceptional cross-staining fastness (4–5 ISO grayscale at standard depths) | Vatting step adds 15–30 minutes to overall process time |
| Withstand repeated washing at 60–95°C and hypochlorite bleaching (1–2 g/L active chlorine) | Dyeing vessels require air-tight seals to maintain reducing conditions |
| Light fastness ratings of 6–8 on the ISO blue scale | Complete exhaust process requires 45–90 minutes plus oxidation and soaping |
| Primary choice for bleach-resistant sewing threads | Over-reduction and over-oxidation cause irreversible shade changes |
| Excellent weather fastness for outdoor textile applications | Printing applications limited due to oxidizing agent susceptibility |
| Minimal hydrolysis waste—nearly complete exhaustion | Premium cost: $30–$150/kg depending on dye structure |
Key Statistics
- 30,000+ metric tons: Global annual indigo consumption, nearly all for denim production
- $30–$150/kg: Vat dye pricing range versus $10–$40/kg for reactive dyes
- 6–8: Light fastness rating range on ISO blue scale for polycyclic vat dyes
- 45–90 minutes: Typical exhaust dyeing cycle duration (excluding vatting, oxidation, soaping)
- 1 × 10⁻¹² to 1 × 10⁻¹⁰ m²/s: Dye diffusion coefficient range in cellulose at 60°C
Applications of Vat Dyes
The exceptional wash fastness and cross-staining resistance of vat dyes make them indispensable for applications where color integrity through repeated harsh treatment is non-negotiable [3]:

- Workwear and uniforms for military, police, fire services, and nursing—subjected to repeated launderings at 60–95°C with hypochlorite bleaching and extended sunlight exposure
- Shirting, sportswear, toweling, bed sheets, and tablecloths requiring chlorine resistance
- Outdoor furnishing fabrics demanding high light fastness (parasols, tenting, tarpaulins)
- Sewing threads and colored weaving yarns subsequently subjected to piece bleaching with hypochlorite
- Yarn-dyed shirting fabrics with white stripe patterns requiring mercerization after weaving
- Edging yarns for dhoti, towels, and similar items where color bleeding is unacceptable
Quick Reference: Vat Dye Application Parameters
| Parameter | IN Group | IW Group | IK Group |
|---|---|---|---|
| Vatting Temp | 60°C | 50°C | 40°C |
| Dyeing Temp | 60°C | 50°C | 20–25°C |
| NaOH (g/L) | 8–12 | 4–6 | 2–4 |
| Na₂SO₄ (g/L) | None | 10–20 | 30–60 |
| ORP Target (mV) | −300 to −400 | −300 to −400 | −300 to −400 |
Frequently Asked Questions
1. How to Mix Vat Dyes?
Vat dye mixing requires consulting the manufacturer’s technical data sheet first. Each dye product specifies its own vatting temperature (typically 40°C, 50°C, or 60°C depending on the application group), time required for complete reduction (15–30 minutes), and compatibility with other dyes in the shade formulation [6].
Once the vatting temperature requirement is established, dyes within the same application group (IN, IW, or IK) can be combined freely. Mixing dyes from different temperature groups is not recommended due to their different alkali and temperature requirements.
2. What Is the Vat Printing Process?
Vat printing achieves high cross-staining fastness, preventing color bleeding onto adjacent areas. The process involves applying a vat dye print paste containing reduced dye, alkali, and a thickening agent to fabric, followed by fixation through dry steaming at 102–110°C for 10–15 minutes [1]. Subsequent soaping in open-width washing machines removes thickening agents and unfixed dye.
3. What Are Sulphurised Vat Dyes?
Sulphurised vat dyes occupy an intermediate position between sulphur dyes and vat dyes, containing both thiazine and quinone structural features in their molecules. These hybrid dyes can be applied using either vat dye or sulphur dye methods, though the reduction and dyeing process must follow vat dye procedures [3].
4. What Is the Difference Between Sulphur and Vat Dyes?
The application processes of sulphur and vat dyes share similarities, but their chemical properties, fastness characteristics, and environmental profiles differ significantly:
| Property | Sulphur Dyes | Vat Dyes |
|---|---|---|
| Shade Range | Predominantly black and dark shades; limited color variety | Full spectrum including green shades impossible with sulphur dyes |
| Reducing Agent | Sodium sulphide (Na₂S) or weaker agents | Sodium hydrosulfite (Na₂S₂O₄) — stronger reducing agent |
| Effluent Impact | High sulfide load; restricted in many countries | Lower effluent load; widely permitted |
| Wash Fastness | 3–4 on ISO grayscale | 4–5 to 5 on ISO grayscale |
| Cost | $5–$15/kg | $30–$150/kg |
5. What Is the Difference Between Vat and Reactive Dyes?
Vat and reactive dyes differ fundamentally in their application chemistry and the nature of their bond with cellulose:
| Property | Reactive Dyes | Vat Dyes |
|---|---|---|
| Preparatory Process | None required; direct application | Vatting (reduction) required |
| Vessel Requirement | Open vessels acceptable | Air-tight vessels required |
| Chemical Reaction | Covalent bond to cellulose hydroxyl groups | Physical entrapment + hydrogen bonding |
| Hydrolysis Risk | High — up to 30–50% dye waste | Low — minimal waste |
| Cross-Staining Fastness | 3–4 on ISO grayscale | 4–5 to 5 |
| Cost | $10–$40/kg | $30–$150/kg |
References
- Chakraborty, J. N. (2015). Fundamentals and Practices in Colouration of Textiles. WPI Publishing. https://books.google.com.bd/books/about/Fundamentals_and_Practices_in_Colouratio.html?id=qUf7CAAAQBAJ
- Shenai, V. A. (1983). Chemistry of Dyes and Principles of Dyeing. https://books.google.com/books?id=T5CcmgEACAAJ
- Mahapatra, N. N. (2016). Textile Dyes. https://books.google.com/books?id=jsr1CwAAQBAJ
- Shore, J., & Society of Dyers and Colourists (Eds.). (2002). Colorants and Auxiliaries: Organic Chemistry and Application Properties, Vol. 1: Colorants (2nd ed.). Society of Dyers and Colourists. https://books.google.com/books?id=6ykrywEACAAJ
- Chatwal, G. R. (2016). Synthetic Dyes. Himalayan Publishing House. https://books.google.com/books?id=VNgcnQAACAAJ
- Shore, J., & Society of Dyers and Colourists (Eds.). (1995). Cellulosics Dyeing. Society of Dyers and Colourists. https://sdc.org.uk/product/cellulosics-dyeing-edited-by-john-shore-ebook/




