
Denim Dyeing with Indigo Dyes
Denim dyeing with indigo dyes uses rope dyeing and slasher dyeing methods, which together account for over 95% of global denim production. In this process, warp yarns are dyed with synthetic indigo (C16H10N2O2) reduced to its soluble leuco form, applied through multiple dips, then oxidized by air exposure to produce the characteristic blue color that defines denim fabric. The resulting dye adheres primarily to the yarn surface, creating the signature fade patterns prized in vintage denim garments.
Denim is a rugged, sturdy fabric woven in a 3/1 warp-faced twill structure, typically weighing 6 to 14 ounces per square yard. The fabric’s characteristic appearance comes from indigo-dyed warp yarns paired with undyed weft yarns. The term “Denim” derives from the French phrase “Serge de Nimes,” referencing fabric originally produced in Nimes, France. Denim garments first gained popularity during the 18th century for their durability and evolved into a cultural icon by the 20th century, appearing today in everything from blue jeans to jackets, skirts, and shorts.
What Is Indigo Dye?
Indigo dyes were originally extracted from the leaves of the plant Indigofera tinctoria. German chemist Adolf von Baeyer first synthesized indigo in 1878, and BASF established commercial-scale synthetic indigo production by 1897. Today, approximately 80,000 tonnes of synthetic indigo are produced annually, with each pair of blue jeans requiring 3 to 12 grams of dye.
| Property | Value |
|---|---|
| Chemical Formula | C₁₆H₁₀N₂O₂ |
| Molar Mass | 262.27 g/mol |
| Light Absorption | ~613 nm wavelength |
| Annual Production | ~80,000 tonnes (synthetic) |
| Dye per Jeans Pair | 3 to 12 grams |
| Solubility | Insoluble in water as-is; soluble as leuco form |
| Color Position | Between blue and violet on visible spectrum |
Key Parameters Quick Reference
| Parameter | Optimal Value / Range | Notes |
|---|---|---|
| Dye-Bath pH | 10.5 – 11.5 (optimum: 11) | Higher pH reduces color depth |
| Reducing Agent (Na₂S₂O₄) | 0.5 – 2.0 g/L | Excess prevents premature oxidation |
| Immersion Time | 15 – 45 seconds per dip (max 30s for best uptake) | Extended immersion reduces intensity |
| Dye-Bath Temperature | 20 – 25°C (room temperature) | Elevated temp reduces dye affinity |
| Airing / Oxidation Time | Minimum 60 seconds | Insufficient oxidation causes uneven color |
| Yarn Count Range | 1 – 30 Ne (rope) / 1 – 30 Ne (slasher) | Ne = Number English cotton yarn numbering |
- Indigo has the chemical formula C₁₆H₁₀N₂O₂ with a molar mass of 262.27 g/mol and absorbs light at approximately 613 nm.
- Indigo dyes are insoluble in water, diluted alkalis, and acids due to intra and intermolecular hydrogen bonding.
- The natural form of indigo is insoluble in water; chemical reduction converts it to the soluble leuco form (indigo white) for dyeing.
- Indigo has minimal affinity for cotton fibers, requiring the leuco form for effective dye uptake.
Approximately 80% of all denim fabric is dyed with indigo and sulfur dyestuffs. These dyes function similarly to vat dyes in their dyeing mechanism.
Steps of Indigo Dyeing
Step 1: Insoluble Indigo
Step 2: Reduction of Indigo Dyes, Converted to Soluble Form
Step 3: Soluble Leuco Indigo
Step 4: Leuco Indigo Applied
Step 5: Air-Oxidation of Leuco Indigo, Converted to Insoluble Form
Step 6: Indigo Dyed Fibre
Auxiliaries in Indigo Dyeing
Reducing Agent: Sodium dithionite (Na2S2O4) reduces insoluble indigo to its soluble leuco form. The typical concentration ranges from 0.5 to 2.0 g/L in the dye bath.
Alkali: Caustic soda (NaOH) maintains the dye bath at pH 10.5 to 11.5, which is required for optimal substantivity of indigo on cotton. The optimum pH for maximum dye affinity is 11.
Dispersing Agent: This chemical prevents the agglomeration and aggregation of undissolved indigo particles, ensuring uniform dye distribution throughout the bath.
Wetting Agent: Wetting agents reduce the surface tension of water from approximately 72 mN/m to below 35 mN/m, facilitating rapid and uniform fabric wetting during preprocessing.
Sequestering Agent: Sequestering agents deactivate metal ions (particularly calcium and magnesium) in hard water, preventing interference with the dyeing process and improving final color consistency.
Effect of Different Parameters
Dye-Bath pH
The ionization of leuco indigo increases with rising pH levels. The optimum pH for higher substantivity on cotton is 11. Dye baths maintained at pH 10.5 to 11.5 produce satisfactory results without affecting depth or hue. Further increases in pH reduce color depth and alter the final shade.
Amount of Reducing Agent (Na2S2O4)
The penetration of indigo dye into cotton fibers is directly affected by the concentration of sodium dithionite in the dye bath. Excess Na2S2O4 maintains the stability of leuco indigo and prevents premature oxidation during the dyeing process. Typical reducing agent concentrations range from 0.5 to 2.0 g/L.
Immersion Time
Dye uptake increases with immersion time up to a maximum of 30 seconds, after which color depth decreases. Extended immersion beyond 30 seconds reduces color intensity because re-reduction of oxidized indigo occurs on the cotton yarn. The standard immersion cycle in industrial rope dyeing ranges from 15 to 45 seconds per dip.
Dye-Bath Temperature
Maximum dye uptake occurs at room temperature (20 to 25°C). Elevated temperatures reduce the affinity of solubilized indigo for cotton fibers. At lower temperatures, re-reduction of oxidized indigo does not occur, ensuring better color build-up through multiple dips.
Time of Airing
Reduced dye releases from the yarn if airing time is insufficient. The optimum airing time for complete oxidation is a minimum of 60 seconds. Insufficient oxidation results in uneven color development and reduced wash-fastness in the finished fabric.
Denim Dyeing Methods
Four primary denim dyeing methods using indigo are employed in modern textile manufacturing.
| Method | Introduced | Form | Key Advantage | Key Limitation |
|---|---|---|---|---|
| Rope Dyeing | 1915 (USA) | Rope (350–400 ends, up to 2,500m length) | No cross-shade variation; consistent color penetration | Requires large floor space; additional opening step after dyeing |
| Slasher Dyeing | 1970 | Sheet / Warp beam (9,500 warp yarns) | Continuous high-volume production; compact design | Risk of cross-shade variation; higher reducing agent consumption |
| Loop Dyeing | 1903 (Italy) | Closed-loop sheet | Reduced chemical consumption; lower capital investment | Selvage center variation; lower flexibility and productivity |
| Beam Dyeing | Early 20th century | Beam (beam beam) | Handles delicate yarns; good color uniformity | Limited to specific fabric constructions; lower productivity |
- Rope/Ball warp/Chain dyeing
- Slasher/Open warp/Sheet dyeing
- Loop dyeing
- Beam dyeing
Rope dyeing and slasher dyeing account for at least 95% of world denim production due to their efficiency and color quality.
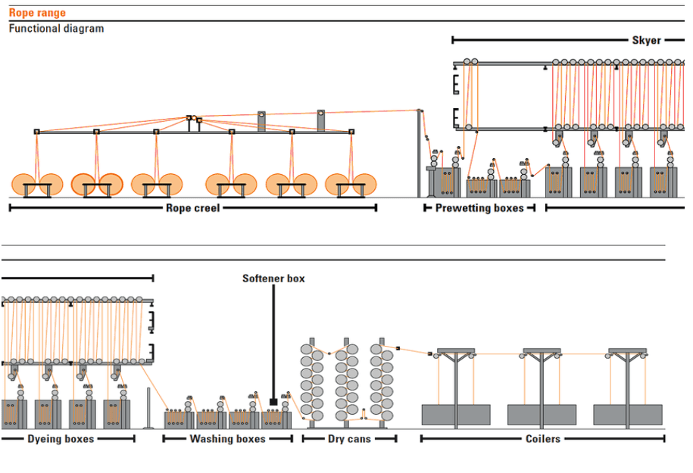
1. Rope Dyeing
Rope dyeing originated in the United States in 1915 and represents a superior dyeing technology. In this method, warp yarns are pre-treated and dyed in rope form, producing consistent color penetration and minimal shade variation across the fabric width.
Rope Dyeing Process
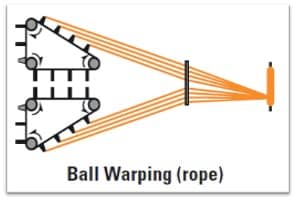
- Warp yarns pass through special combs and lease rods, then are wound into rope form on the ball warper.
- Each rope contains 350 to 400 ends, with rope lengths reaching up to 2,500 meters.
- Machine capacity reaches up to 36 ropes with 14,400 total threads, depending on machine size and fabric width.
- The ropes pass through 6 to 8 dye baths sequentially for adequate dye uptake.
- Multiple dipping cycles ensure thorough penetration of indigo into the yarn core.
- Skipping (air exposure) follows each dip for controlled oxidation and color development.
- Yarn counts in rope dyeing typically range from 1 to 16 Ne (Ne = Number English, the cotton yarn numbering system).
Schematic diagrams of rope dyeing are shown below.
Advantages of Rope Dyeing
- No cross-shade variation across the fabric width
- Low yarn waste during processing (typically under 2%)
- High productivity with flexible production capabilities
- Lower reducing agent consumption compared to other methods
- No time loss during lot changes
- Versatility in producing different denim constructions
Disadvantages of Rope Dyeing
- Large floor space requirements for equipment and rope handling
- Longer immersion and oxidation times per dip
- An additional opening step is required after dyeing to separate the ropes
- Limited flexibility for rapid color changes between lots
- Higher production costs due to labor and energy requirements
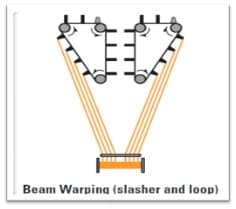
2. Slasher Dyeing
This continuous process was first introduced in 1970. Warp yarns undergo pre-treatment and dyeing in sheet form using multi-dip, multi-nip, and multi-airing indigo application. The continuous nature of slasher dyeing enables high-volume production with consistent quality.
The slasher dyeing process sequence is: Beam Warping → Pre-Treatment → Washing → Warp Sheet Dyeing → Airing for Oxidation → After-Wash → Pre-Drying → Warp Yarn Sizing in Sheet Form → Weaving → Finishing
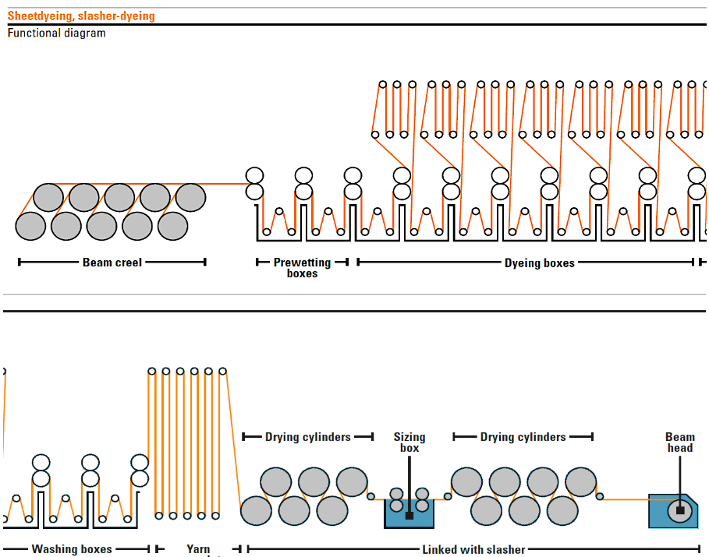
Slasher Dyeing Process
- Slasher machines use 6 to 10 dye baths per vat, with each yarn independently subjected to treatment.
- Warp beams supply yarns, with machine capacity of 9,500 warp yarns arranged in 300 to 750 yarns per beam.
- The total number of warp yarns depends on yarn count and desired denim fabric construction.
- Yarn counts in slasher dyeing range from 1 to 30 Ne.
Schematic diagrams of slasher dyeing are shown below.
Advantages of Slasher Dyeing
- Compact design requires less floor space
- Shorter oxidation and immersion times
- Continuous process enables high production throughput
- Greater flexibility for color changes between production runs
- Lower production cost per unit of dyed yarn
Disadvantages of Slasher Dyeing
- Risk of cross-shade variation across the fabric width
- Potential for yarn breakage during processing
- Lower productivity and flexibility compared to rope dyeing
- Extended time required for lot changes
- Limited versatility in denim constructions
- Higher reducing agent consumption
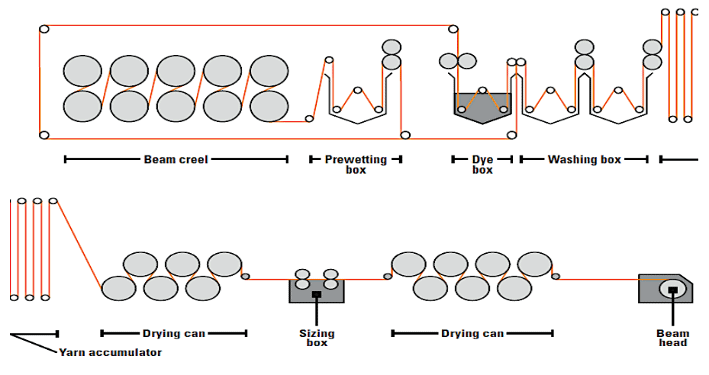
3. Loop Dyeing
Looptex Co. of Italy first developed loop dyeing in 1903. This method closely resembles slasher dyeing but uses only a single dye vat. The warp sheet circulates in a closed-circuit configuration resembling a loop, which reduces chemical consumption while maintaining consistent dye uptake.
Loop Dyeing Process
- The process uses multiple dips with layered skying between each immersion.
- Warp yarns are dyed in sheet form for uniform color distribution.
- Air oxidation follows each dip to develop the characteristic indigo shade.
- The warp sheet circulates continuously through the closed-loop configuration.
- Dye and chemical concentrations decrease after each dip, requiring immediate bath fortification to maintain shade consistency.
- The indigo bath requires a higher initial concentration to compensate for dilution during successive dips.
Schematic diagrams of loop dyeing are shown below.
Advantages of Loop Dyeing
- Compact system requires less floor space
- Lower initial capital investment compared to rope and slasher systems
- Reduced maintenance and energy costs during operation
- Minimal consumption of water, dyestuff, and chemicals
Disadvantages of Loop Dyeing
- Risk of selvage center variation and yarn breakage
- Thread loss occurs during article changeovers
- Lot changes require extended processing time
- Limited flexibility and lower productivity compared to other methods
Combination Dyeing Methods
Bottoming and topping techniques combine indigo with other dye classes in separate dye baths to achieve specific color effects and improved fastness properties. Sulfur dyes are the most commonly used combination with indigo for these processes.
These combination methods are employed when high color intensity with acceptable wash-fastness is required. The demand for diverse blue shades in denim fashion drives widespread use of these techniques.
Bottoming Effect (Sulfur Dye + Indigo)
Sulfur dyeing precedes indigo application in the bottoming process. This sequence produces darker shades using less indigo while creating a distinctive visual effect. Sodium dithionite in the indigo bath may cause significant removal of sulfur dyes, requiring careful bath management.

The inner layer shows sulfur dye penetration while the outer layer displays indigo coloration.
Topping Effect (Indigo + Sulfur Dye)
Indigo application precedes sulfur dyeing in the topping process. This sequence produces colors deeper than sulfur dyeing alone, including black, blue-black, yellow-brown, and green shades. Topping also enables slub-like visual effects in the finished fabric.

The inner layer shows indigo penetration while the outer layer displays sulfur dye coloration.
Ring Effect
Ring effect dyeing creates surface coloration where indigo adheres primarily to the fiber surface rather than penetrating to the core. Excessive surface dyeing results in poor color fastness to washing and rubbing. Controlled ring dyeing produces the characteristic faded appearance prized in vintage denim garments.
Frequently Asked Questions
This section addresses common questions about denim dyeing with indigo dyes.
1. What Is the Difference Between Denim and Jeans?
Denim refers to the fabric itself—a 100% cotton textile woven in a twill structure. Jeans are garments manufactured from denim fabric. While denim can be fashioned into pants, jackets, skirts, or shorts, the term “jeans” specifically describes pants constructed from denim.
2. Is Indigo Dye Sustainable?
Natural indigo extracted from Indigofera tinctoria leaves is sustainable. The plant residue remaining after dye extraction composts readily and serves as nitrogen-rich fertilizer. Synthetic indigo, derived from petroleum-based chemicals, is not classified as a natural dye despite sharing the same molecular structure as the botanical version.
3. What Color Is Indigo?
Indigo sits between blue and violet on the visible spectrum. The color absorbs light at approximately 613 nm wavelength. Colorimetry studies position indigo at roughly 275 degrees on the Munsell color wheel, making it approximately 75% blue and 25% violet in visual composition.
4. What Are the Health Risks of Synthetic Indigo Dye?
Synthetic indigo dye production involves toxic chemical precursors, including formaldehyde and aniline compounds. Workers in dye manufacturing facilities require appropriate personal protective equipment. However, finished indigo-dyed textiles contain negligible residual chemicals and are considered safe for consumer use under normal conditions.
5. What Does the Indigofera Plant Look Like?
Indigofera tinctoria is a shrub growing 1 to 2 meters in height. The plant exhibits compound leaves with multiple leaflets and produces pink or purple flower clusters. Growth habits vary by climate, ranging from annual cultivation in temperate regions to perennial growth in tropical environments. Different Indigofera species worldwide number over 750 varieties.
References
- Chakraborty, J.N. (2014). Fundamentals and Practices in Colouration of Textiles. Woodhead Publishing India.
- Wikipedia. (2024). Indigo Dye. Wikimedia Foundation.



