
Garment Dyeing with the FLAINOX Rotary Dye Extractor
The FLAINOX rotary garment dye-extractor is an industrial dyeing machine that processes garments, socks, and seamless products at temperatures reaching 135°C, constructed from AISI 316/L stainless steel for corrosion resistance in harsh dyeing environments. Part of the Tonello Group with over 55 years of experience in textile dyeing equipment, FLAINOX specializes exclusively in garment and hosiery dyeing machinery, emphasizing sustainability through renewable energy and low CO2 production processes. This guide provides comprehensive technical details covering machine specifications, operational parameters, pre-treatment through finishing recipes, and quality control protocols for industrial garment dyeing operations using the FLAINOX NRG HT system.
FLAINOX holds a prominent position in the dyeing and finishing equipment industry. Founded in 1968 in Quaregna, Biellese (Italy)—within Italy’s premier textile district—the company has developed state-of-the-art manufacturing facilities and produces highly reliable machinery. FLAINOX specializes exclusively in constructing dyeing and finishing machines for garments, seamless products, hosiery, and yarns, and operates as part of the Tonello Group.
Flainox Rotary Garments Dye-Extractor
The FLAINOX brand distinguishes itself through continuous technological evolution and sustainable engineering approaches. The rotary garments dye-extractor exemplifies this commitment. The following section details the machine’s key characteristics and operational parameters.
The FLAINOX NRG HT model processes garments, socks, and seamless products at temperatures reaching 135°C. The construction utilizes AISI 316/L stainless steel—a high-grade material containing approximately 16% chromium, 10% nickel, and 2% molybdenum—providing exceptional corrosion resistance, structural integrity, and longevity in harsh dyeing environments. The machine incorporates an Automatic Reintegration Function that maintains safe operating parameters at minimum ECO LEVEL, ensuring operator safety and energy efficiency during every cycle.
Machine Parts
- Dyeing Vessel:
Industrial bulk dyeing machines feature 3 baskets within the dyeing vessel, enabling high-volume simultaneous processing. Laboratory sample dyeing machines contain 1 basket for smaller-batch testing and development work.
- Tanks:
The machine incorporates two dedicated tanks—one for dye liquor and one for rinsing/finishing chemicals—enabling sequential processing without cross-contamination between bath changes.

- Heat Exchanger:
The heat exchanger enables efficient thermal transfer between two media without direct contact. This component maintains precise temperature control during heating and cooling phases, typically achieving heating rates of 1–3°C per minute depending on the selected gradient profile.
- Dye-Bath Analyzer:
This instrument continuously monitors colorant concentration and absorption kinetics during the dyeing cycle. It generates real-time concentration curves that technicians compare against standard references to verify dyebath exhaustion rates and predict final color yield.
- Water Flow Speed Meter:
The flow meter maintains consistent circulation velocity throughout the vessel, ensuring uniform dye distribution across all garment surfaces and preventing pooling or shading variations in the finished product.
- Additional Components:
- Multi-media filter (removes particulate matter above 10 microns)
- Variable-frequency drive motors (0.75–4 kW capacity range)
- Programmable logic controller with color touchscreen interface
The vessel rotation system operates bidirectionally, switching between clockwise and counter-clockwise directions as required by the specific recipe profile. Standard rotation timing comprises 45 seconds clockwise, a 5-second stationary dwell, then 45 seconds counter-clockwise, creating a total cycle time of 95 seconds that promotes thorough liquor penetration without causing garment distortion.
Pre-Heating Configuration
Pre-heating represents a critical stage in most garment dyeing sequences. This process stabilizes garment dimensions after dyeing, preventing uneven shrinkage and distortion during subsequent handling. The standard pre-heating protocol specifies 12 seconds exposure at 160°C, with a recommended ramp rate of 2°C per minute from ambient temperature to ensure uniform thermal penetration throughout the load.
Garment Dyeing Process Flow
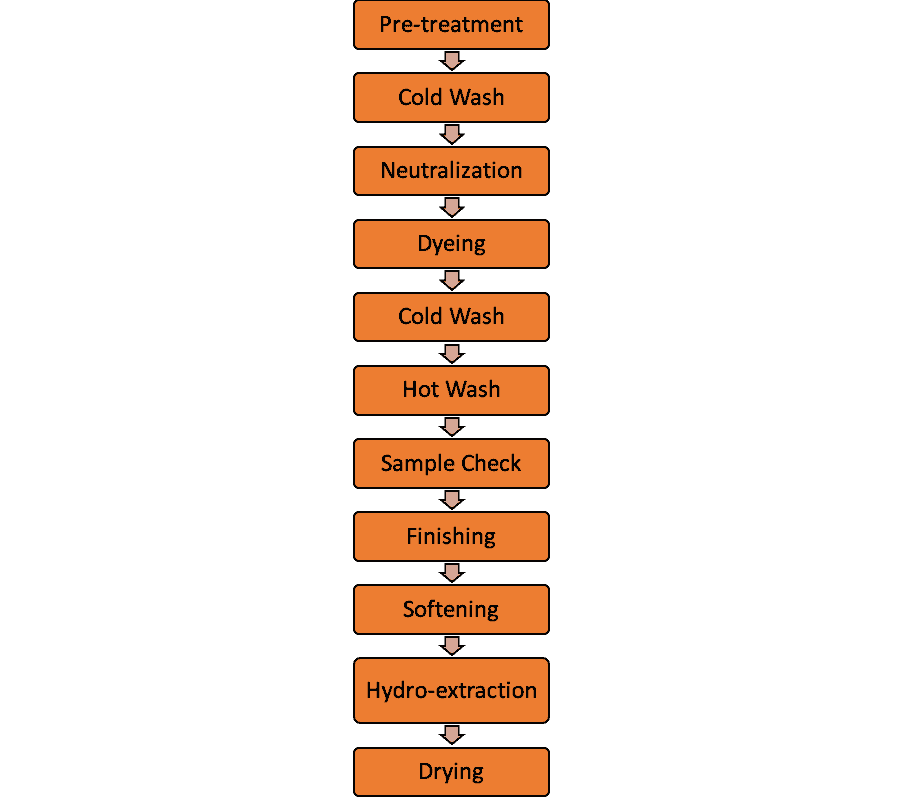
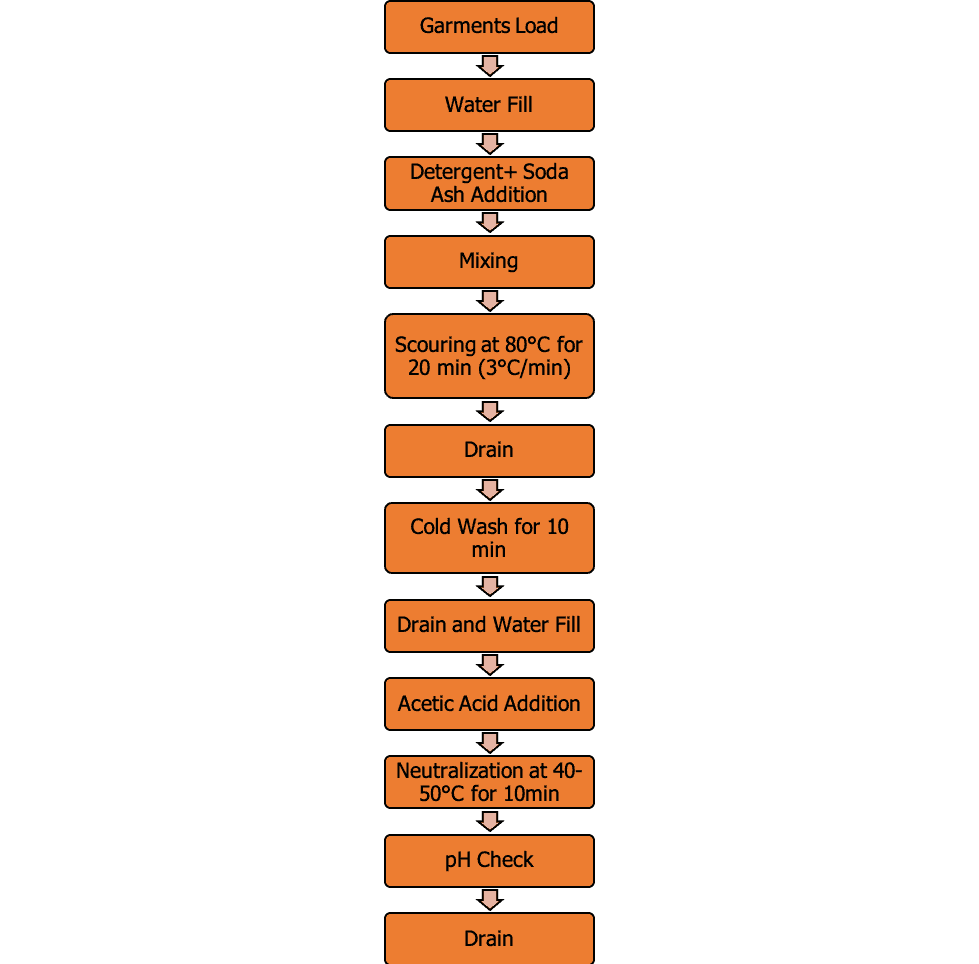
Pre-Treatment Recipe
Pre-treatment encompasses all processes applied before dyeing. This stage removes dust, dirt, oils, and natural impurities from garment surfaces while achieving the whiteness baseline required for consistent color development. Proper pre-treatment directly determines dyeing quality—substandard preparation invariably produces inferior color results regardless of dye selection or application technique.
- Detergent: Tissococyl RC-09 (ionic surfactant, 2–4 g/L concentration)
- Soda ash (sodium carbonate): adjusts pH to 10.5–11.0 for optimal scouring
- Bath ratio: 1:20 (garment weight to liquor volume)
- Temperature: 80°C with gradient of 3°C per minute
- Processing time: 20 minutes at target temperature
Neutralization Recipe
Neutralization removes residual alkali from the fabric surface following pre-treatment. The alkaline residues from scouring would otherwise interfere with subsequent dye fixation and affect final colorimetry. Acetic acid neutralization converts alkaline residues to neutral compounds that rinse cleanly from the substrate.
- Acetic acid (glacial, 99.5% purity): 0.5–1.0 g/L
- Temperature: 50°C
- Gradient: 2°C per minute
- Processing time: 10 minutes
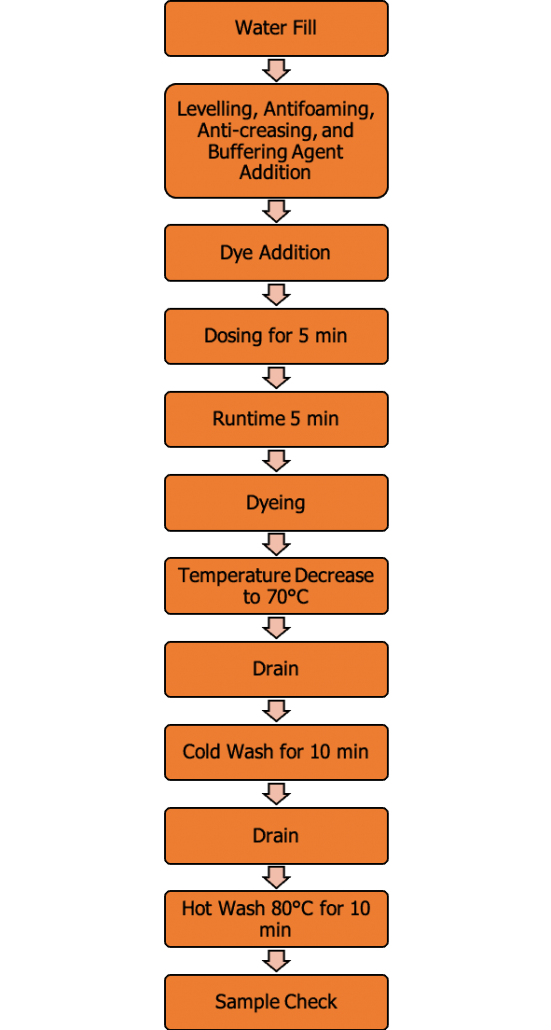
Dyeing Parameters
Gradient and Time by Shade Depth
| Parameter | Light Shade | Medium Shade | Dark Shade | Extra Dark |
|---|---|---|---|---|
| Dyeing Time | 30 min | 45 min | 60 min | 90 min |
| Temperature Gradient | 0.5°C/min | 1°C/min | 1.5°C/min | 2°C/min |
Chemical Auxiliaries
- Levelling agent: Univerdine MC-PA or Crosscolor-PES (2 g/L) — promotes uniform dye distribution
- Anti-creasing agent: Rubine HTC (1–2 g/L) — prevents fabric distortion during processing
- Buffer: Albatex AB 45 (2 g/L) — stabilizes dyebath pH within ±0.2 units
- Antifoaming agent: Albaflow FFC (2 g/L) — suppresses foam formation from surfactant interaction
Temperature Requirements by Substrate
| Fiber Type | Dyeing Temperature | Typical Pressure |
|---|---|---|
| Nylon 6/6 | 98°C (208°F) | Atmospheric |
| Polyester | 130°C (266°F) | 2.7 bar |
| Cationic Dyeable Polyester (CDP) | 110°C (230°F) | 1.5 bar |
Critical Parameters for Garment Dyeing Success
Professional garment dyers maintain strict control over these operational factors:
- Preventing Uneven Dyeing:
A 1:20 liquor ratio (garment weight to total bath volume) represents the standard for preventing migration and unlevel dye distribution. Higher ratios increase operating costs; lower ratios risk inadequate penetration and shading.
- Single Bath Dyeing of Nylon-Polyester Blends:
For nylon and polyester processing in a single bath, polyester dyes enter first at 35°C. When bath temperature reaches 80°C, nylon-specific dyes are added. The combined dye cycle completes at 110°C, with a total process time of approximately 75 minutes including temperature ramp.
- Double Bath Dyeing Process:
When double bath processing is required for optimal color development, polyester dyeing occurs first, followed by nylon dyeing in a fresh bath. The sequence concludes with fixing and softening treatments in a third bath to achieve the target fastness properties.
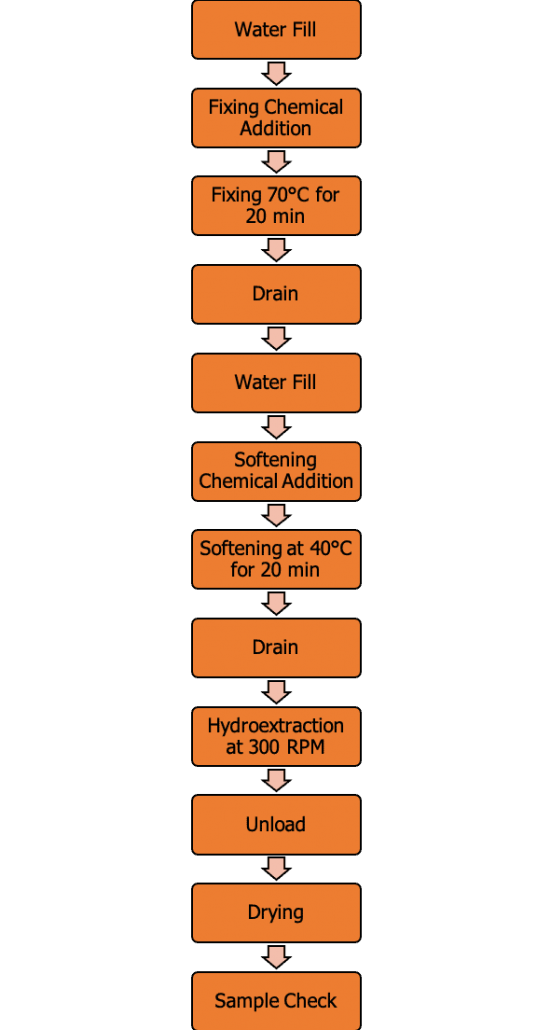
Color Fixing Recipe
Color fixing represents an essential final step. After dyeing, unfixed dyestuff remains on the fiber surface and causes color bleeding, migration, and transfer during consumer washing. Fixing agents chemically bond residual dye molecules to the fiber, improving wash fastness typically by 2–3 ISO grades.
- Fixing agent: Renfix PAK (cationic polymer-based, 1–3 g/L)
- Temperature: 70°C with 3°C per minute gradient
- Processing time: 20 minutes at target temperature
- pH maintained at 5.5–6.0 for optimal cationic fixation
Softening and Finishing Recipe
- Softening agents: Tubingal GSI, Feron ICE, or Tripal MM (silicone-based, 2–4 g/L)
- Temperature: 40°C (low temperature prevents fiber damage and softener decomposition)
- Processing time: 20 minutes
- Final pH adjusted to 5.5–6.5 for fabric handle optimization
Blend Dyeing Processes
Single Bath vs. Double Bath: Key Differences
| Factor | Single Bath Process | Double Bath Process |
|---|---|---|
| Total Cycle Time | ~90 minutes | ~150+ minutes |
| Water Consumption | Lower (2 baths) | Higher (3 baths) |
| Color Accuracy | Good for standard shades | Superior for critical matching |
| Chemical Costs | Lower | Higher |
| Best For | Routine production runs | High-precision color work |
- Single Component Dyeing:
This process dyes either nylon or polyester exclusively, depending on the garment’s fiber composition. Single-component dyeing simplifies quality control and reduces processing time by approximately 40 minutes compared to blend methods.
- Double Component Dyeing in Single Bath:
Polyester dyes are introduced at ambient temperature (20–25°C). Upon reaching 80°C, nylon dyes are added to the same bath. The system holds at 80°C for a 10-minute diffusion period, then ramps to 110°C for final dye fixation. Total cycle time: approximately 90 minutes including cooling.
- Double Component Dyeing in Two Baths:
Following pre-treatment, the first bath processes polyester at 130°C. After cooling and rinsing, shade verification occurs via Datacolor spectrophotometer. The second bath then processes nylon at 98°C. Both baths conclude with fixing and softening stages, with intermediate quality checks ensuring color accuracy within ±0.5 CIELAB units.
Key Specifications: FLAINOX NRG HT
| Specification | Value |
|---|---|
| Maximum Temperature | 135°C |
| Construction Material | AISI 316/L Stainless Steel |
| Chromium Content | ~16% |
| Nickel Content | ~10% |
| Molybdenum Content | ~2% |
| Motor Power Range | 0.75–4 kW |
| Filtration Threshold | 10 microns |
| Rotation Cycle | 45s CW / 5s dwell / 45s CCW |
| Standard Bath Ratio | 1:20 |
Stripping
Stripping removes incorrectly applied or improperly fixed dye from garments, enabling re-dyeing to correct shade deviations. This corrective process subjects garments to harsh chemical conditions and requires careful control to prevent fiber damage.
- Chemicals: Sodium hydrose (hydrosulfite) 2–4 g/L, caustic soda (NaOH) 2–3 g/L, levelling agent 1 g/L, antifoaming agent 0.5 g/L
- Temperature: 98°C (for CDP+Nylon or Nylon blends) with 1°C per minute gradient
- Processing time: 30 minutes at target temperature
- pH: 11.0–12.0 during stripping
Machine Washing
Machine washing removes residual chemicals, unfixed dye, and processing byproducts from garments following dyeing. This stage determines final wash fastness and must remove all processing chemicals without affecting the applied color.
Chemical Reagents:
- Sodium hydrose (hydrosulfite): reductive clearing agent
- Caustic soda: pH adjustment and soil suspension
- Detergent: nonionic surfactant blend (0.5–1 g/L)
Substrate-Specific Protocols:
- Polyester: Hydrose and caustic added at 120°C, followed by levelling and antifoaming agents once temperature stabilizes. Process continues for 30–60 minutes depending on shade depth.
- Nylon: Same chemical sequence initiated at 98°C to prevent thermal fiber degradation.
- Detergent wash: 80°C for 10 minutes removes surface residues
- Neutralization: 50°C for 10 minutes with acetic acid to restore optimal fabric pH
Machine Hot Wash Protocol
- Soaping agent: Eripon OS (alkylphenol ethoxylate-free, 1–2 g/L)
- Temperature: 80°C with 3°C per minute gradient
- Processing time: 10 minutes
- Cooling rate: Natural cooling to 50°C before drainage
Cotton Garment Dyeing Process with FLAINOX Machine
Cotton garment dyeing requires specific pre-treatment protocols due to cotton’s cellulosic nature and inherent variability. The following process sequence applies to 100% cotton garments processed on the FLAINOX NRG HT system.
Pre-Treatment Process
Cellulosic Garment Dyeing Process
Fixing and Finishing Process
Dyeing Faults
Quality control inspectors examine finished garments for these common defects that may occur during Flainox rotary processing:
- Crease marks: Mechanical pressure lines from improper loading or overfilling
- Snagging: Surface yarn pulled from knitted constructions
- Yarn missing: Complete absence of yarn in specific stitch columns
- Folding marks: Localized dye concentration from garment creasing during processing
- Hem damage: Structural deterioration at seam edges from chemical or thermal exposure
- Naps: Surface fiber entanglement from mechanical action
- Broken stitch: Mechanical failure of sewing thread during processing
- Holes in fabric: Localized chemical attack or thermal degradation
References
- American Society for Testing and Materials. (2023). ASTM D5489 – Standard Guide for Care Symbols and Instructions for Care of Textiles. ASTM International. https://www.astm.org/



