
Flame Retardant Finishing of Textiles | Mechanism of Flame Retardancy
Flame retardant finishing is a chemical treatment that makes textiles resistant to ignition, flame spread, and sustained burning by interrupting the combustion cycle at one or more stages. The global market for flame retardant textile chemicals exceeds €2.30/kg, with these treatments ranking third among all textile finishing chemical products by market value. Modern flame retardant treatments must simultaneously deliver protection, comfort, and environmental safety while meeting standards such as EN ISO 11612, EN ISO 11611, and ASTM F1506. Protective clothing serves workers across multiple hazard levels, from exposure to moderate intermittent heat during shifts to direct flame contact in emergency situations. Among recent advances, 3D textile design techniques have emerged as a game-changer, enabling the creation of multilayered fabrics that enhance both protection and comfort while enabling sustainable and non-toxic material integration.
Key Standards Quick Reference
| Standard | Application |
|---|---|
| EN ISO 11612 | Protective clothing — Clothing to Protect Against Heat and Flame |
| EN ISO 11611 | Protective clothing for welding and allied processes |
| ASTM F1506 | Flame Resistant and Electric Arc Rated Protective Clothing |
| ISO 15025 | Flame spread testing for flame resistant fabrics |
Why is Flame Retardancy Needed?
Flame retardant textiles protect workers in industries including steel foundries, petrochemical plants, firefighting, and military operations. Building specifications for public spaces mandate flame retardant upholstery, floor coverings, and drapery to meet fire safety codes.
Mechanism of Flame Retardancy
Understanding flame retardancy requires knowledge of two critical thermal parameters that govern textile degradation under heat exposure.
Critical Temperature Thresholds
| Parameter | Temperature | Description |
|---|---|---|
| Tc (Combustion Temperature) | >300°C | Flammable gases mix with oxygen, triggering free radical reaction in gas phase |
| Tp (Pyrolysis Temperature) — Cotton | 300°C–370°C | Irreversible chemical changes produce char, tars, and flammable gases |
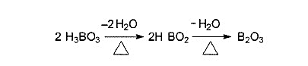
| Boric Acid Dehydration | ~250°C | Effective limit for boric acid-based flame retardants |
| Aluminum Hydroxide Decomposition | 180°C–200°C | Endothermic release of water vapor and aluminum oxide |
| Calcium Carbonate Decomposition | ~750°C | High-temperature heat absorption, releases CO2 and calcium oxide |
| Ammonium Carbonate Decomposition | ~58°C | Produces ammonia, water, and CO2 for gas-phase dilution |
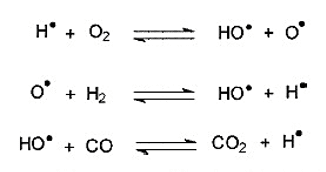
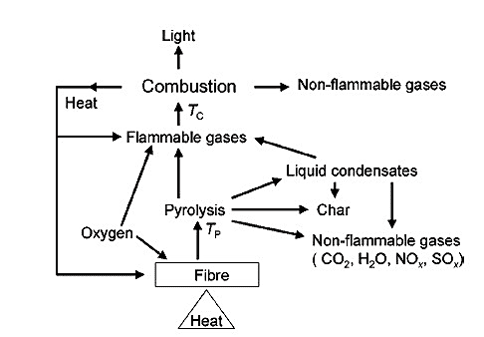
- Combustion: Three components—heat, oxygen, and suitable fuel—are required for this exothermic process. The reaction becomes self-catalyzing and continues until all three elements are depleted.
- Tc (Combustion Temperature): Flammable gases mix with oxygen at Tc, triggering a free radical reaction in the gas phase. The reaction is highly exothermic and produces large amounts of light and heat at temperatures typically exceeding 300°C.
- Tp (Pyrolysis Temperature): Irreversible chemical changes occur in the fiber at Tp, producing non-flammable gases, carbonaceous char, tars, and flammable gases. For cotton cellulose, Tp occurs between 300°C and 370°C.
- The amount of heat generated is the primary determining factor of a textile’s burning behavior. The rate of heat release is the secondary factor.
The combustion cycle of a fiber proceeds through distinct phases. To make a fiber flame retardant, this cycle must be interrupted at one or more points through chemical or physical intervention.
Flame retardants disrupt the combustion cycle through four primary mechanisms, each targeting a different stage of the thermal degradation process.
Insulating Layer Formation Below Tp
Boric acid and its hydrated salts release water vapor when heated, producing a foamed glassy surface on the fiber. This layer provides a physical barrier that insulates the fiber from applied oxygen and heat, raising the effective Tp of the substrate. This mechanism is effective up to approximately 250°C before the boric acid itself begins to dehydrate.
Heat Sink Effect in or on the Fiber
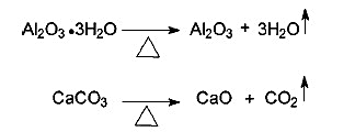
Thermally decomposable materials undergo strongly endothermic reactions that absorb heat from the surrounding system. Aluminum hydroxide decomposes endothermically between 180°C and 200°C, releasing water vapor and aluminum oxide. If the reaction absorbs sufficient heat energy, the fiber temperature cannot reach the pyrolysis temperature and combustion cannot proceed.
Aluminum hydroxide (alumina trihydrate) and calcium carbonate are used as coatings for this method. Calcium carbonate decomposes at approximately 750°C, releasing carbon dioxide and calcium oxide, providing high-temperature heat absorption capacity.
Influencing the Pyrolysis Reaction
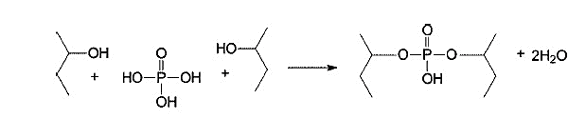
Phosphorus-containing flame retardants alter the thermal decomposition pathway of the fiber. During thermal decomposition, they produce phosphoric acid that cross-links with hydroxyl-containing polymers. This redirecting of the pyrolysis reaction produces less-flammable volatiles and increases residual char formation from approximately 10% to over 30% in treated cellulose. This condensed-phase mechanism dehydrates the fiber and promotes carbonization rather than volatile generation.
Gas-Phase Radical Interference
Ammonium carbonate and borax function through this mechanism. When heated, ammonium carbonate decomposes at approximately 58°C to produce ammonia, water, and carbon dioxide. These gases dilute the oxygen concentration around the fiber, reducing the flammability of the gas mixture. Borax forms a glassy coating on the fiber surface that physically blocks flammable volatile evolution and acts as a barrier to heat transfer.
Chemical finishes applied to cellulose reduce flammability through reactive chemistry. Human-made fibers may contain additives incorporated during polymerization or added to the spinning solution, providing inherent flame resistance without topical treatment.
Modern flame retardant finishing combines reactive chemicals with crease-resist resins in a standard application process.
- The material is padded into a solution or dispersion of the chemical mixture.
- Drying and curing follow, sometimes accompanied by a washing step to remove unreacted chemicals.
Key Points of Flame Retardant Finishing
- Flame retardant treatment affects both color fastness and dye affinity—the finish interacts with dye molecules and can reduce color stability by 1-2 fastness grades in some cases.
- Softening agents are required as the chemicals impart a harsh, stiff handle to the fabric, with stiffness increasing by up to 30% without intervention.
- The cold pad-batch method reduces stiffness while increasing wash-fastness compared to pad-dry-cure, making it suitable for cellulosic blends.
Considering Factors of Flame Retardant Finishing
When designing flame retardant clothing, engineers must account for multiple interconnected factors to achieve optimal protection and comfort.
- The textile fiber‘s thermal behavior, including its Tp and heat capacity
- The influence of fabric structure—including weight, porosity, and weave—on thermal behavior and flame spread
- Non-toxic and smoke-free chemical selection, ensuring compliance with REACH and Oeko-Tex standards
- Designing the garment with comfort properties according to its specific end use and duration of wear
- Ignition source intensity and expected heat flux in the target hazard environment
- Oxygen availability in the intended use environment, which affects flame spread rate
Complications of Flame Retardant Finish on Textiles
Flame retardant finishing presents several technical challenges that require careful process control and quality assurance.
| Challenge | Impact / Details |
|---|---|
| Uniformity Requirement | ±5% target add-on tolerance; variations exceeding 10% create unprotected zones |
| Harsh Handle | Stiffness increases by up to 30% without softening agents |
| Tensile Strength Loss | 5% to 25% loss depending on treatment chemistry and fabric type |
| Color Alteration | Fabric yellowing, particularly with phosphorus-based treatments on white or pastel dyed fabrics |
| Chemical Compatibility | Careful selection of co-chemicals required to avoid adverse reactions |
| Toxicity Concerns | Halogenated compounds face evolving regulations; REACH and Oeko-Tex compliance essential |
Frequently Asked Questions
Distinction Between Flame Retardant and Flame Resistant Fabrics
Flame resistant fabrics are manufactured from inherently non-flammable materials with flame resistance built into their chemical structure. These fabrics prevent the spread of fire and do not melt or drip when exposed to flame. They burn very slowly and are typically self-extinguishing once the flame source is removed, meeting ISO 15025 and ASTM F6419 test standards.
Flame retardant fabrics achieve non-flammability through chemical treatment applied to the fiber or fabric after manufacturing. The flame resistance is not inherent to the base material and diminishes with repeated washing and wear, with treatment retention typically ranging from 50% to 80% after 50 industrial wash cycles.
Longevity of Flame Retardant Clothing
Service life depends on fiber composition, treatment chemistry, and wear conditions. 100% cotton fire retardant fabric typically lasts 12-16 months under industrial use conditions. The 88/12 cotton-nylon blend fire retardant fabric delivers superior durability at 18-30 months. Synthetic blend fire retardant fabrics achieve the longest service life at 2.5-4 years, with aramid-blend variants exceeding 4 years in military applications.
Durable Flame Retardant Finishes for Cellulose
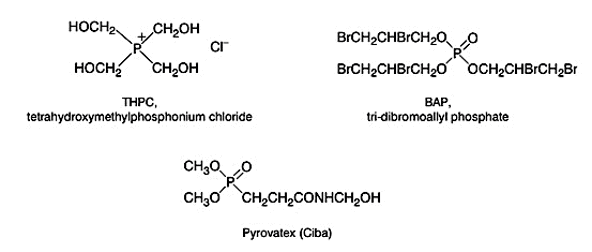
Phosphorus and nitrogen-containing chemical systems deliver the most effective durable flame retardant finishes for cellulose fibers. Tetrakis(hydroxymethyl)phosphonium chloride (THPC) serves as the primary reactive ingredient in these systems. THPC is generated from phosphine, formaldehyde, and hydrochloric acid in a controlled synthesis reaction.
In the standard pad-dry-cure process, THPC reacts with urea at elevated temperature to form an insoluble polymer network that bonds covalently to the cellulose hydroxyl groups. This cross-linked structure resists removal during laundering, maintaining flame retardant performance through 50+ wash cycles at 60°C.
Condensed-Phase Versus Gas-Phase Flame Retardant Mechanisms
| Condensed Phase | #SL | Gas-Phase |
|---|---|---|
| Based on pyrolysis chemistry within the fiber structure | 1 | Based on flame chemistry in the vapor phase |
| Dehydration and carbonization reduce burnable volatile production. Char yield increases from approximately 10% to over 30% in treated cellulose. | 2 | Less effective at reducing flame spread. Alters fiber properties significantly. |
| Primarily effective for cellulose and wool fibers | 3 | Applicable to all fiber types including synthetics |
| Multi-step process required for durable flame retardancy. Cross-linking with urea or melamine formaldehyde resins achieves wash resistance. | 4 | Only viscosity control is necessary, making application relatively simple. |
| Formaldehyde emits during curing and finishing; phosphorus compounds require wastewater treatment | 5 | Antimony oxide and organic halogen donors are the primary environmental and toxicity concern |
REFERENCES
- Schindler, W. D. and Hauser, P. J. (2004). Chemical Finishing of Textiles. Woodhead Publishing.
- Broadbent, A. D. (2001). Basic Principles of Textile Coloration. Society of Dyers and Colourists.
- Horrocks, A. R. and Anand, S. C. (2015). Handbook of Technical Textiles, 2nd Edition. Woodhead Publishing.
- ASTM International. (2022). ASTM F1506-22a, Standard Performance Specification for Flame Resistant and Electric Arc Rated Protective Clothing Worn by Workers Exposed to Flames and Electric Arcs. ASTM International.
- International Organization for Standardization. (2015). ISO 11612:2015, Protective Clothing — Clothing to Protect Against Heat and Flame. ISO.



