
Fully Continuous Reactive Dyeing Process in Padding Method by Padding Mangles
The five principal semi-continuous and fully-continuous reactive dyeing processes that use padding technology are: pad-dry, pad-dry-bake (thermosol/CPB), pad-steam, pad-dry-pad-steam, and pad-batch. Each method applies dye via padding mangle, then achieves fixation through different combinations of drying, steaming, baking, or ambient-temperature batching — enabling high-speed, high-efficiency production on woven and non-woven cellulosic fabrics.
Compared to conventional batch-wise dyeing, which operates at liquor ratios of 5:1 minimum, continuous padding methods achieve ratios of 1:1 to as low as 0.5:1 — representing up to a 90% reduction in water usage. Before examining specific processes, review the foundational working principles of cloth dyeing machines in our article on dyeing machines.
Continuous Dyeing Processes Comparison
| Process | Type | Fixation Method | Temperature | Typical Fixation Rate | Best For |
|---|---|---|---|---|---|
| Pad-Dry | Fully Continuous | Alkali decomposition during drying | 100–140°C | 60–80% | High-reactivity reactive dyes on cellulosics |
| Pad-Dry-Bake (Thermosol/CPB) | Fully Continuous | High-temperature baking/thermosol | 150–220°C | 60–75% (cotton); 90–95% (polyester disperse) | Cotton-polyester blends, MCT/DCT dyes |
| Pad-Steam | Fully Continuous | Saturated steam (100–103°C) | 100–103°C | 60–75% | Moderate-reactivity dyes, cellulosics |
| Pad-Dry-Pad-Steam | Fully Continuous | Alkali pad + steam | 100–103°C (steam) | 80–90% | Maximum bath stability, high-quality output |
| Pad-Batch | Semi-Continuous | Ambient temperature batching | 20–25°C | 85–95% (high-reactivity dyes) | Medium runs, superior penetration |
Pad-Dry Dyeing Process
The pad-dry process delivers dye fixation through a sequential padding and drying workflow. The fabric first passes through a padding mangle containing the dye solution with sodium bicarbonate (NaHCO₃) at concentrations typically ranging from 5–20 g/L. During the subsequent drying phase at 100–120°C, sodium bicarbonate decomposes into sodium carbonate (Na₂CO₃), raising the dyebath pH from approximately 8.5 to 10.5, which drives efficient covalent bonding between reactive dyes and cellulose fibers.
- Exclusively compatible with reactive dyes classified as high-reactivity types (dichlorotriazine and vinyl sulfone dyes)
- Dyes with lower reactivity—such as MCT (monochlorotriazine) dyes—require a separate baking phase to achieve adequate fixation
- The fabric enters the padding mangle at ambient temperature and exits with 60–80% wet pickup
- Drying occurs on heated cylinders at 100–120°C or in a forced-air dryer at 120–140°C for 30–60 seconds
Pad-Dry-Bake Dyeing Process | CPB (Thermosol) Process

The pad-dry-bake process, also known as the thermosol or CPB (cotton-polyester blend) process, extends the pad-dry method with a high-temperature baking stage. This additional curing step activates fixation for less reactive dye classes and enables simultaneous application of disperse dyes to polyester fibers in blend fabrics. The thermosol method achieves color yields of 60–75% on cotton-polyester blends under optimal conditions.
- Suitable for less reactive dyes including MCT (monochlorotriazine) and DCT (dichlorotriazine) dyes
- Primarily applied when combining reactive dyes for cotton with disperse dyes for polyester in a single thermosol stage
- Cotton-polyester blend dyeing requires baking at 200–220°C for 60 seconds (standard thermosol conditions)
- Cotton-only dyeing utilizes significantly lower temperatures of 150–170°C for 30–60 seconds
- Deep shade dyeing typically achieves only 50–60% fixation, lower than light shades at 70–80%
- Fabric yellowing occurs at temperatures exceeding 200°C, particularly affecting pale shade accuracy
- Polyester disperse dye fixation reaches 90–95% under standard thermosol conditions
Pad-Steam Dyeing Process
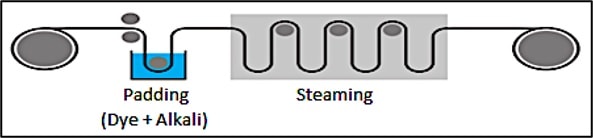
Pad-steam processing applies reactive dyes to fabric followed by saturated steam fixation. The fabric receives padding in a solution containing reactive dyes, electrolyte (typically sodium sulfate at 50–100 g/L), and alkali (sodium hydroxide or sodium carbonate at 10–25 g/L). Steaming at 100–103°C for 20–40 seconds promotes dye diffusion and covalent fixation within the fiber structure.
- The dyebath contains reactive dyes, salt (Na₂SO₄ at 50–100 g/L), and alkali (NaOH or Na₂CO₃ at 10–25 g/L)
- Steaming proceeds at 100–103°C with 95–100% relative humidity for 20–40 seconds
- Only selected reactive dyes with moderate reactivity withstand steam conditions without excessive hydrolysis
- Manufacturer specifications for dye steam stability must be consulted before process selection
- Hot humid conditions during steaming can cause 15–25% reactive group hydrolysis, reducing color yield
- Proper steam quality (low air content, saturated conditions) is essential for consistent results
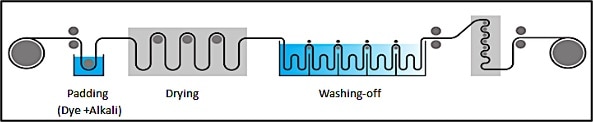
Pad-Dry-Pad-Steam Dyeing Process (Fully Continuous)

The pad-dry-pad-steam process represents the predominant fully continuous reactive dyeing method in commercial textile production. This two-stage approach separates dye application from alkali fixation, ensuring maximum dye bath stability and achieving fixation rates of 80–90% on cellulosic fibers.
- Fabric first receives padding in a neutral dye solution containing no alkali, ensuring excellent bath stability
- Intermediate drying at 100–130°C removes moisture to 5–8% residual content, preventing dye migration
- An anti-migrant agent (typically 10–20 g/L) minimizes dye movement toward yarn surfaces during drying
- A second padding stage applies alkali solution containing salt (100–200 g/L NaCl or Na₂SO₄) before steaming
- Steaming at 100–103°C for 30–60 seconds completes fixation
- Fabric must be cooled on chilled cylinders (20–30°C) before the chemical pad to prevent premature reaction
- Salt concentration in the chemical pad ranges from 100–200 g/L depending on dye reactivity and shade depth
Pad-Batch Dyeing Process (Semi-Continuous)

The pad-batch process functions as a semi-continuous system ideal for medium-length fabric runs. This method delivers superior dye penetration compared to fully continuous processes because the entire dyebath contacts the substrate at ambient temperature, mimicking exhaust dyeing conditions but with the efficiency advantages of padding application.
- Dye and alkali solutions are combined immediately before padding using metering pumps to maintain precise ratios (typically 1:10 to 1:20 dilution)
- The fabric roll rests at ambient temperature (20–25°C) during the batching period
- Standard fixation requires 4–24 hours at room temperature for moderate reactivity dyes
- High-reactivity dyes achieve 85–95% fixation within 2–6 hours at 20–25°C
- The roll is wrapped in end-cloth (padded width + 20–30 cm) and sealed with plastic film to prevent evaporation
- Anti-evaporation measures maintain consistent moisture levels across the roll diameter
- Fabric shrinkage of 3–5% occurs during the batch period as fibers swell and relax
To prevent evaporation from exposed surfaces and roll edges, the fabric is stitched to a wider end-cloth that is padded and wrapped around the entire wet roll. The completed roll is then covered with a plastic film before storage.
Process Selection Guide and Industrial Applications
Continuous and semi-continuous dyeing processes serve specific fabric types and production requirements. The selection depends on fabric construction, shade requirements, quality specifications, and production volume. Each process offers distinct advantages in terms of efficiency, color yield, and operational flexibility.
Why Continuous Processes Are Restricted to Woven and Non-Woven Fabrics
Woven and non-woven fabrics receive continuous dyeing because their interlocked structure withstands the longitudinal tension applied during padding operations. Knitted fabrics, by contrast, contain intermeshing loops that stretch under tension. The longitudinal forces during padding cause irreversible dimensional distortion, including width reduction of 5–15% and unequal loop distribution across fabric width. Knitted fabrics therefore require the gentle, uniform treatment of batch-wise dyeing methods.
Fabric Types Suitable for Continuous Dyeing Machines
Woven fabrics—including plain, twill, satin, and dobby constructions—constitute the primary substrate for continuous dyeing. Non-woven fabrics (needle-punched, spunbond, meltblown) also process effectively through continuous systems with appropriate modifications. Modifications to continuous machines, including reduced padding pressure and loop avoiders, enable limited processing of stretchable knits and sensitive fabrics.
REFERENCES
- Shore J. (1995). Cellulosics Dyeing. Society of Dyers and Colourists.
- Broadbent AD. (2001). Basic Principles of Textile Coloration. Society of Dyers and Colourists.
- Choudhury AKR. (2006). Textile Preparation and Dyeing. Science Publishers.
- Society of Dyers and Colourists. (2001). Colour Index International (4th ed.). Wiley-SDY.
- Clark M. (2011). Handbook of Textile and Industrial Dyeing. Woodhead Publishing.
- Uddin MJ. (2019). Continuous Dyeing of Cotton and Cotton-Polyester Blends: A Review. ResearchGate.




