
Acid Dyes -Types | Properties | Dyeing Mechanism
| Parameter | Levelling | Fast | Milling | Super Milling |
|---|---|---|---|---|
| Acid used | Sulphuric (H₂SO₄) | Acetic (CH₃COOH) | Acetic or NH₄⁺ | NH₄⁺ |
| Dyebath pH | 2–4 | 4–6 | 5–7 | 6–7 |
| Migration ability | High | Moderate | Low | Very low |
| Washing fastness | Poor to Fair | Good | Very good | Very good |
| Molecular weight | 300–500 g/mol (low) | 400–700 g/mol (moderate) | 600–900 g/mol (high) | 800–1000 g/mol (very high) |
| Dye solubility | High | Moderate | Low | Low |
| State in solution | Molecular | Aggregated | Aggregated | Highly aggregated |
| Substantivity at pH 6 | Very low | Moderate | High | High |
Classification of Acid Dyes for Nylon Dyeing
Nylon dyeing with acid dyes is categorised into two distinct groups based on affinity and processing requirements:
Group A Acid Dyes for Nylon
Group A includes acid dyes that demonstrate good affinity in weakly acidic to neutral liquor (pH 5–6.5), combined with excellent migration and levelling properties. These dyes are preferred for pale to medium depth shades on nylon where maximum levelness is the primary requirement. Migration ability allows dye molecules to redistribute during dyeing, correcting any initial unlevel application before fixation becomes irreversible.
Group B Acid Dyes for Nylon
Group B comprises acid dyes with strong affinity in neutral liquor (pH 6.5–7.0). They exhibit a higher rate of dyeing but display lower migration compared to Group A dyes. Group B dyes are selected when deep shades are required and levelness can be achieved through controlled dyeing parameters rather than extended migration time.
Selecting the Right Acid Dye for Your Specific Application
Dye selection must balance two competing performance requirements: levelness of colour distribution and wash fastness of the finished article. Levelling acid dyes (pH 2–4) produce well-distributed shades rapidly due to high migration, but the resulting wash fastness is poor to fair, making them suitable only for articles requiring bright shades without prolonged wash exposure. Milling acid dyes (pH 5–7) and super milling acid dyes (pH 6–7) produce wash-fast shades but require tighter control of temperature and pH to avoid barry or unlevel results.
For articles requiring after-treatment with metal salts (such as chromium or copper salts) to improve wet fastness, dyes with chelating sites in their molecular structure must be selected. The chelating sites form coordinate bonds with the metal salt, anchoring the dye more firmly within the fibre. This after-treatment method is particularly common in wool carpet dyeing where maximum wash fastness is non-negotiable.
Acid Dyeing Process Parameters
Three process parameters critically influence the outcome of acid dyeing operations. These must be controlled within tight tolerances to achieve reproducible results across production batches.
1. Effect of Electrolyte
Electrolytes such as sodium sulphate (Glauber’s salt, Na₂SO₄·10H₂O) function as levelling agents in acid dyeing. Due to the opposite electrical charges on dye anions and fibre cationic sites, the initial strike rate of acid dye is very high, producing a tendency toward unlevel dyeing. Electrolytes slow the initial rate of dyeing by forming temporary associations with dye molecules or fibre sites. These associations dissociate progressively as temperature rises, gradually releasing dye for controlled uptake by the fibre. Recommended electrolyte dosage ranges from 5–15% owf (on weight of fibre) depending on dye type and desired depth of shade.
2. Effect of Acid
The acid in the dye bath serves two simultaneous functions: it protonates fibre amino groups to create cationic dye sites, and it controls the rate of dye exhaustion by governing the ionisation state of both fibre and dye. Lower dyebath pH (2–4) produces rapid, complete exhaustion with reduced levelness, while higher pH (6–7) yields slower, more controllable uptake with superior evenness. The graph below illustrates the difference in dyeing rate profiles with and without acid addition:
3. Effect of Temperature
Temperature controls the kinetics of dye diffusion and the rate of fibre polymer chain movement, which together determine how quickly dye transfers from the bath to the fibre. Dye transfer does not occur at temperatures below 39°C because fibre pores remain insufficiently open and dye molecules lack the kinetic energy for effective diffusion into the fibre interior.
The standard temperature profile for acid dyeing begins at 40°C, raises slowly to the boil (100°C), and maintains boil for the duration of the dyeing cycle (typically 45–90 minutes depending on fibre type and shade depth). Milling acid dyes require a minimum exhaustion temperature of 60°C, with accelerated transfer occurring at 70°C. Super milling dyes achieve acceptable levelness only when the entire dyeing cycle is conducted at sustained boil.
Acid Dyeing Process Parameters at a Glance
Use this quick-reference guide for typical acid dyeing parameters across fibre types:
| Parameter | Wool | Nylon | Silk |
|---|---|---|---|
| Temperature range | 40–100°C (full boil) | 40–100°C (full boil) | 40–85°C (max) |
| Dyeing time | 45–90 min at boil | 45–60 min at boil | 30–60 min at 85°C |
| pH range | 2–7 (dye-class dependent) | 5–7 (Group A/B dependent) | 4.5–5.5 (acetic acid only) |
| Glauber’s salt | 5–15% owf | 5–10% owf | 5–10% owf |
| Amino group content | ~850 μmol/g | ~40 μmol/g | ~170 μmol/g |
| Acid type | Sulphuric or acetic | Acetic or ammonium sulphate | Acetic acid only |
Properties of Acid Dyes
The following properties define the acid dye class and determine its suitability for specific fibre types and end-use requirements:
- Acid dyes are sodium salts of sulphonic acids (most common) or carboxylic acids, making them anionic in aqueous solution at normal dyebath pH.
- They exhibit substantivity toward protein fibres (wool, silk) and polyamide fibres (nylon 6, nylon 6,6) due to electrostatic attraction between the anionic dye and cationic fibre sites.
- Acid dyes are suitable for wool, silk, polyamide, and modified acrylic fibres.
- These dyes have no affinity for cotton cellulose, linen, or other cellulosic fibres, rendering them entirely unsuitable for bast and plant fibre dyeing.
- Acid dyes are highly water soluble, typically requiring 5–50 g/L water temperature dependent on the specific dye.
- Acid dyes have molecular weights ranging from 300–1000 g/mol, with higher weights generally correlating with better wet fastness.
- The fixation mechanism involves ionic bonds between sulphonic acid groups and protonated amino groups, supplemented by hydrogen bonding and van der Waals forces.
- The anionic dye component (R–SO₃⁻) is the sole coloured species; the sodium cation plays no role in the coloration process.
- Overall wash fastness ranges from poor (levelling dyes) to very good (super milling dyes); light fastness is generally quite good across all acid dye classes, typically rated 4–6 on the ISO 105-B02 blue wool scale.
Improving the Wash Fastness of Acid Dyes
Back tanning is the established post-dyeing treatment for improving the wash fastness of nylon dyed with acid dyes. This process is essential for bathing suits, swimwear, and multi-coloured fabrics where repeated wash exposure is expected. Two variants of back tanning are employed depending on the fastness target and fabric handle requirements.
Full Back Tanning
Full back tanning involves a two-stage treatment. The fabric is first treated in a bath containing 2% tannin (owf) and 2% acetic acid (owf) for 20 minutes at 70°C. Once the tannin is fully absorbed onto the fibre, 1% tartar emetic (antimony potassium tartrate, owf) is added and processing continues for a further 30 minutes at 70°C. The tartar emetic fixes the tannin within the fibre and forms an insoluble complex that physically blocks dye diffusion during subsequent washing. This treatment provides the highest improvement in wash fastness but produces a firmer fabric handle.
Half Back Tanning
Half back tanning employs synthetic tanning agents (syntans) such as condensates of naphthalene sulphonic acid and formaldehyde. This treatment provides moderate wash fastness improvement without the firm handle associated with full back tanning, making it suitable for next-to-skin garments where fabric softness must be maintained.
Comparison of Acid Dye Application on Wool, Nylon, and Silk
Wool
Wool fibre contains approximately 850 micromoles of free amino groups per gram of fibre, providing an exceptionally high density of cationic dye sites. This amino group content is approximately twenty times greater than that of nylon (approximately 40 μmol/g) and five times greater than silk (approximately 170 μmol/g). The high concentration of amino groups enables wool to absorb large quantities of acid dye, making deep, saturated shades readily achievable.
Wool’s highly amorphous microstructure (approximately 60–70% amorphous regions by volume) facilitates rapid dye diffusion compared to more crystalline fibres, though its scaled surface morphology requires careful control of dyeing rate to prevent fibre damage at elevated temperatures.
Nylon
The dyeing behaviour of nylon with acid dyes parallels wool in many respects, producing similar shades at comparable fastness levels. However, nylon’s saturation point is significantly lower than wool due to its reduced amino group content (approximately 40 μmol/g versus wool’s 850 μmol/g). Nylon’s higher degree of crystallinity (approximately 50% versus wool’s approximately 30–40%) restricts dye diffusion, making it impossible to achieve the darkest shades possible on wool.
The controlled crystallinity of nylon does provide an advantage: it produces more predictable and reproducible dyeing results across batches, making nylon a preferred substrate for precision colour matching in the apparel industry.
Silk
Silk has a measurable affinity for acid dyes but generally produces colours that are less wash-fast than equivalent shades on wool. Silk is dyed at lower temperatures than wool: initial dyeing begins at 40°C and the maximum temperature is limited to 85°C to prevent fibre degradation. Above 85°C, silk undergoes irreversible yellowing and loss of lustre due to thermal breakdown of peptide bonds.
Glauber’s salt (sodium sulphate decahydrate, Na₂SO₄·10H₂O) is added to silk dye baths at concentrations of 5–10% owf to moderate the dyeing rate and preserve the fibre’s natural lustre. Strong mineral acids such as sulphuric acid damage silk’s peptide backbone, so acetic acid (pKa 4.76) is used exclusively for pH control in silk dyeing.
References
- Roy, A. K. (n.d.). Textile Preparation and Dyeing. Pointer Publishers.
- Burch, P. (n.d.). Acid Dyes — Properties and Classification. Peter Burch Website.
- Shenai, V. A. (1983). Chemistry of Dyes and Principles of Dyeing. Sevak Publications.
- Mahapatra, N. N. (2016). Textile Dyes. Woodhead Publishing India.
- Society of Dyers and Colourists. (n.d.). Basic Principles of Textile Coloration. SDC Educational Resources.
Acid dyes are water-soluble, anionic dyes that colour protein fibres (wool, silk) and polyamide fibres (nylon) through electrostatic attraction between negatively charged sulphonate groups and positively charged amino groups in the fibre, supplemented by hydrogen bonding and van der Waals forces. They are classified into four application categories—levelling, fast acid, milling, and super milling—each offering different balances of levelness and wash fastness, with molecular weights ranging from 300–1000 g/mol. Acid dyes are applied exclusively from an acidic dye bath (typically pH 2–7) at temperatures of 40–100°C depending on the dye class and fibre type.
The acid medium protonates fibre amino groups, creating cationic sites that attract the negatively charged dye anions. Combined fixation through ionic bonds, hydrogen bonds, and van der Waals dispersion forces produces wash fastness ranging from poor (levelling dyes) to very good (super milling dyes), while light fastness typically rates 4–6 on the ISO 105-B02 blue wool scale across all acid dye classes. This article covers acid dye classification by chemical structure and dyeing characteristics, the mechanism of fixation on wool, nylon, and silk, key process parameters, and methods for improving wash fastness.
The Naming Origin of Acid Dyes
Acid dyes consist predominantly of sulphuric acid or carboxylic acid salts and are applied exclusively from an acidic dye bath, which is the direct origin of the name “acid dyes.” The acid medium is essential for protonating fibre amino groups and enabling electrostatic attraction between the negatively charged dye anions and the positively charged fibre sites. The dye anion (R–SO₃⁻) serves as the sole coloured component in these systems, while the cation (typically Na⁺) is merely a counterion discarded during fixation.
Mechanism: Acid Dyeing of Wool
The chemical structure of wool is conveniently represented as H₂N–W–COOH, where ‘W’ denotes the non-reactive central body of the wool protein matrix. When wool is immersed in water, the following zwitterionic equilibrium reaction occurs:
H₂N–W–COOH + H₂O → H₃N⁺–W–COO⁻
Upon acidification with acetic acid, the carboxylate anion is protonated, shifting the equilibrium toward the cationic ammonium site:
H₃N⁺–W–COO⁻ + CH₃COOH → H₃N⁺–CH₃COO⁻–W–COOH
After the addition of the acid dye (R–SO₃⁻ Na⁺), the dye anion replaces the acetate anion at the protonated ammonium site through an ion-exchange mechanism:
H₃N⁺–CH₃COO⁻–W–COOH + R–SO₃⁻Na⁺ → R–SO₃⁻H₃N–W–COOH + CH₃COONa
The combined bond strength results from three distinct interactions: ionic bonds between sulphonic acid groups and protonated amino groups, hydrogen bonds between dye molecules and peptide linkages, and van der Waals dispersion forces that increase with dye molecular weight. This tripartite bonding mechanism explains why higher molecular weight acid dyes generally exhibit superior wash fastness.
Classification of Acid Dyes by Chemical Structure
Based on their chromophoric chemical structure, acid dyes belong to one of the following ten chemical classes:
- Monoazo and Bisazo — the largest class, comprising approximately 60–70% of all acid dyes. These contain one (mono) or two (bis) azo linkages (–N=N–) responsible for colour. Substantivity increases with higher molecular weight, while decreasing numbers of sulphonate groups per dye molecule raise substantivity.
- Nitro — contain nitro groups (–NO₂) as the primary chromophore; typically produce yellow to orange shades.
- Nitroso — based on nitroso functional groups; produce green shades through chelation with metal ions.
- Triphenylmethane — produce vivid blues and greens; exhibit moderate to poor wash fastness.
- Xanthene — deliver fluorescent pink, red, and yellow shades; used primarily for special effect dyes.
- Azine — based on the phenazine chromogen; produce blues, greens, and blacks.
- Quinoline — yield yellow to orange shades; used for pale colouration.
- Ketonimine — a smaller class producing yellow to orange hues.
- Anthraquinone — produce blues, greens, and violets; anthraquinone acid dyes generally exhibit excellent light fastness.
- Phthalocyanine — produce the most brilliant turquoise to blue shades; used where maximum brightness is required alongside good fastness.
Classification of Acid Dyes by Dyeing Characteristics
Based on dyeing behaviour and fastness properties on wool, acid dyes are classified into four distinct application categories:
- Levelling acid dyes — designed for excellent migration and levelling behaviour; applied at low pH (2–4) with sulphuric acid. They offer the highest dye bath exhaustion rates but produce poor wet fastness.
- Fast acid dyes — applied at pH 4–6 with acetic acid; provide moderate migration and good wash fastness.
- Millng acid dyes — applied at pH 5–7 using acetic acid or ammonium sulphate; require higher temperatures (minimum exhaustion at 60°C, accelerating rapidly at 70°C); offer very good wash fastness.
- Super milling acid dyes — applied at pH 6–7 with ammonium sulphate; achieve level dyeing only at sustained boil (100°C); provide the highest wash fastness among all acid dye classes.
Comparative Properties of Acid Dye Types
The table below summarises the key performance parameters across all four acid dye application classes:
| Parameter | Levelling | Fast | Milling | Super Milling |
|---|---|---|---|---|
| Acid used | Sulphuric (H₂SO₄) | Acetic (CH₃COOH) | Acetic or NH₄⁺ | NH₄⁺ |
| Dyebath pH | 2–4 | 4–6 | 5–7 | 6–7 |
| Migration ability | High | Moderate | Low | Very low |
| Washing fastness | Poor to Fair | Good | Very good | Very good |
| Molecular weight | 300–500 g/mol (low) | 400–700 g/mol (moderate) | 600–900 g/mol (high) | 800–1000 g/mol (very high) |
| Dye solubility | High | Moderate | Low | Low |
| State in solution | Molecular | Aggregated | Aggregated | Highly aggregated |
| Substantivity at pH 6 | Very low | Moderate | High | High |
Classification of Acid Dyes for Nylon Dyeing
Nylon dyeing with acid dyes is categorised into two distinct groups based on affinity and processing requirements:
Group A Acid Dyes for Nylon
Group A includes acid dyes that demonstrate good affinity in weakly acidic to neutral liquor (pH 5–6.5), combined with excellent migration and levelling properties. These dyes are preferred for pale to medium depth shades on nylon where maximum levelness is the primary requirement. Migration ability allows dye molecules to redistribute during dyeing, correcting any initial unlevel application before fixation becomes irreversible.
Group B Acid Dyes for Nylon
Group B comprises acid dyes with strong affinity in neutral liquor (pH 6.5–7.0). They exhibit a higher rate of dyeing but display lower migration compared to Group A dyes. Group B dyes are selected when deep shades are required and levelness can be achieved through controlled dyeing parameters rather than extended migration time.
Selecting the Right Acid Dye for Your Specific Application
Dye selection must balance two competing performance requirements: levelness of colour distribution and wash fastness of the finished article. Levelling acid dyes (pH 2–4) produce well-distributed shades rapidly due to high migration, but the resulting wash fastness is poor to fair, making them suitable only for articles requiring bright shades without prolonged wash exposure. Milling acid dyes (pH 5–7) and super milling acid dyes (pH 6–7) produce wash-fast shades but require tighter control of temperature and pH to avoid barry or unlevel results.
For articles requiring after-treatment with metal salts (such as chromium or copper salts) to improve wet fastness, dyes with chelating sites in their molecular structure must be selected. The chelating sites form coordinate bonds with the metal salt, anchoring the dye more firmly within the fibre. This after-treatment method is particularly common in wool carpet dyeing where maximum wash fastness is non-negotiable.
Acid Dyeing Process Parameters
Three process parameters critically influence the outcome of acid dyeing operations. These must be controlled within tight tolerances to achieve reproducible results across production batches.
1. Effect of Electrolyte
Electrolytes such as sodium sulphate (Glauber’s salt, Na₂SO₄·10H₂O) function as levelling agents in acid dyeing. Due to the opposite electrical charges on dye anions and fibre cationic sites, the initial strike rate of acid dye is very high, producing a tendency toward unlevel dyeing. Electrolytes slow the initial rate of dyeing by forming temporary associations with dye molecules or fibre sites. These associations dissociate progressively as temperature rises, gradually releasing dye for controlled uptake by the fibre. Recommended electrolyte dosage ranges from 5–15% owf (on weight of fibre) depending on dye type and desired depth of shade.
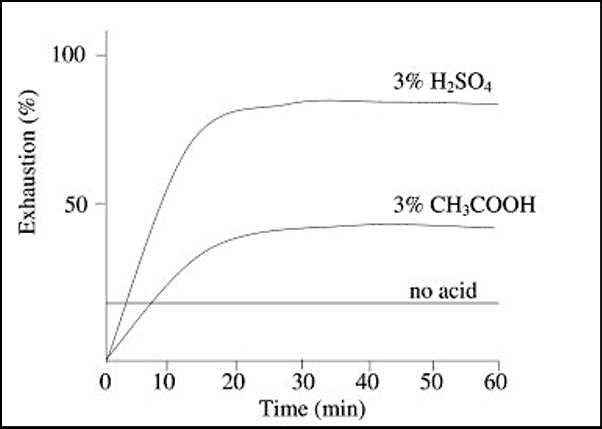
2. Effect of Acid
The acid in the dye bath serves two simultaneous functions: it protonates fibre amino groups to create cationic dye sites, and it controls the rate of dye exhaustion by governing the ionisation state of both fibre and dye. Lower dyebath pH (2–4) produces rapid, complete exhaustion with reduced levelness, while higher pH (6–7) yields slower, more controllable uptake with superior evenness. The graph below illustrates the difference in dyeing rate profiles with and without acid addition:
3. Effect of Temperature
Temperature controls the kinetics of dye diffusion and the rate of fibre polymer chain movement, which together determine how quickly dye transfers from the bath to the fibre. Dye transfer does not occur at temperatures below 39°C because fibre pores remain insufficiently open and dye molecules lack the kinetic energy for effective diffusion into the fibre interior.
The standard temperature profile for acid dyeing begins at 40°C, raises slowly to the boil (100°C), and maintains boil for the duration of the dyeing cycle (typically 45–90 minutes depending on fibre type and shade depth). Milling acid dyes require a minimum exhaustion temperature of 60°C, with accelerated transfer occurring at 70°C. Super milling dyes achieve acceptable levelness only when the entire dyeing cycle is conducted at sustained boil.
Acid Dyeing Process Parameters at a Glance
Use this quick-reference guide for typical acid dyeing parameters across fibre types:
| Parameter | Wool | Nylon | Silk |
|---|---|---|---|
| Temperature range | 40–100°C (full boil) | 40–100°C (full boil) | 40–85°C (max) |
| Dyeing time | 45–90 min at boil | 45–60 min at boil | 30–60 min at 85°C |
| pH range | 2–7 (dye-class dependent) | 5–7 (Group A/B dependent) | 4.5–5.5 (acetic acid only) |
| Glauber’s salt | 5–15% owf | 5–10% owf | 5–10% owf |
| Amino group content | ~850 μmol/g | ~40 μmol/g | ~170 μmol/g |
| Acid type | Sulphuric or acetic | Acetic or ammonium sulphate | Acetic acid only |
Properties of Acid Dyes
The following properties define the acid dye class and determine its suitability for specific fibre types and end-use requirements:
- Acid dyes are sodium salts of sulphonic acids (most common) or carboxylic acids, making them anionic in aqueous solution at normal dyebath pH.
- They exhibit substantivity toward protein fibres (wool, silk) and polyamide fibres (nylon 6, nylon 6,6) due to electrostatic attraction between the anionic dye and cationic fibre sites.
- Acid dyes are suitable for wool, silk, polyamide, and modified acrylic fibres.
- These dyes have no affinity for cotton cellulose, linen, or other cellulosic fibres, rendering them entirely unsuitable for bast and plant fibre dyeing.
- Acid dyes are highly water soluble, typically requiring 5–50 g/L water temperature dependent on the specific dye.
- Acid dyes have molecular weights ranging from 300–1000 g/mol, with higher weights generally correlating with better wet fastness.
- The fixation mechanism involves ionic bonds between sulphonic acid groups and protonated amino groups, supplemented by hydrogen bonding and van der Waals forces.
- The anionic dye component (R–SO₃⁻) is the sole coloured species; the sodium cation plays no role in the coloration process.
- Overall wash fastness ranges from poor (levelling dyes) to very good (super milling dyes); light fastness is generally quite good across all acid dye classes, typically rated 4–6 on the ISO 105-B02 blue wool scale.
Improving the Wash Fastness of Acid Dyes
Back tanning is the established post-dyeing treatment for improving the wash fastness of nylon dyed with acid dyes. This process is essential for bathing suits, swimwear, and multi-coloured fabrics where repeated wash exposure is expected. Two variants of back tanning are employed depending on the fastness target and fabric handle requirements.
Full Back Tanning
Full back tanning involves a two-stage treatment. The fabric is first treated in a bath containing 2% tannin (owf) and 2% acetic acid (owf) for 20 minutes at 70°C. Once the tannin is fully absorbed onto the fibre, 1% tartar emetic (antimony potassium tartrate, owf) is added and processing continues for a further 30 minutes at 70°C. The tartar emetic fixes the tannin within the fibre and forms an insoluble complex that physically blocks dye diffusion during subsequent washing. This treatment provides the highest improvement in wash fastness but produces a firmer fabric handle.
Half Back Tanning
Half back tanning employs synthetic tanning agents (syntans) such as condensates of naphthalene sulphonic acid and formaldehyde. This treatment provides moderate wash fastness improvement without the firm handle associated with full back tanning, making it suitable for next-to-skin garments where fabric softness must be maintained.
Comparison of Acid Dye Application on Wool, Nylon, and Silk
Wool
Wool fibre contains approximately 850 micromoles of free amino groups per gram of fibre, providing an exceptionally high density of cationic dye sites. This amino group content is approximately twenty times greater than that of nylon (approximately 40 μmol/g) and five times greater than silk (approximately 170 μmol/g). The high concentration of amino groups enables wool to absorb large quantities of acid dye, making deep, saturated shades readily achievable.
Wool’s highly amorphous microstructure (approximately 60–70% amorphous regions by volume) facilitates rapid dye diffusion compared to more crystalline fibres, though its scaled surface morphology requires careful control of dyeing rate to prevent fibre damage at elevated temperatures.
Nylon
The dyeing behaviour of nylon with acid dyes parallels wool in many respects, producing similar shades at comparable fastness levels. However, nylon’s saturation point is significantly lower than wool due to its reduced amino group content (approximately 40 μmol/g versus wool’s 850 μmol/g). Nylon’s higher degree of crystallinity (approximately 50% versus wool’s approximately 30–40%) restricts dye diffusion, making it impossible to achieve the darkest shades possible on wool.
The controlled crystallinity of nylon does provide an advantage: it produces more predictable and reproducible dyeing results across batches, making nylon a preferred substrate for precision colour matching in the apparel industry.
Silk
Silk has a measurable affinity for acid dyes but generally produces colours that are less wash-fast than equivalent shades on wool. Silk is dyed at lower temperatures than wool: initial dyeing begins at 40°C and the maximum temperature is limited to 85°C to prevent fibre degradation. Above 85°C, silk undergoes irreversible yellowing and loss of lustre due to thermal breakdown of peptide bonds.
Glauber’s salt (sodium sulphate decahydrate, Na₂SO₄·10H₂O) is added to silk dye baths at concentrations of 5–10% owf to moderate the dyeing rate and preserve the fibre’s natural lustre. Strong mineral acids such as sulphuric acid damage silk’s peptide backbone, so acetic acid (pKa 4.76) is used exclusively for pH control in silk dyeing.
References
- Roy, A. K. (n.d.). Textile Preparation and Dyeing. Pointer Publishers.
- Burch, P. (n.d.). Acid Dyes — Properties and Classification. Peter Burch Website.
- Shenai, V. A. (1983). Chemistry of Dyes and Principles of Dyeing. Sevak Publications.
- Mahapatra, N. N. (2016). Textile Dyes. Woodhead Publishing India.
- Society of Dyers and Colourists. (n.d.). Basic Principles of Textile Coloration. SDC Educational Resources.



