
Lap Former : Tasks | Types | Features
A lap former is a spinning machine that converts multiple slivers from the breaker drawing frame into a single, even lap—serving as the essential bridge between the drawing frame and the comber in combed cotton yarn production. Without the lap former, the comber cannot receive the uniform, layered material it requires to remove short fibres effectively and produce high-quality combed yarn. The lap former is therefore a mandatory machine in any combed yarn manufacturing line.
In conventional combed yarn systems, lap formers prepare laps through two sequential stages: a sliver lap former first combines individual slivers into a sheet, then a ribbon lap former doubles multiple sheets into a compact, layered lap. Modern systems like the Super Lap Former accomplish this in a single integrated machine, increasing productivity by approximately 15% while reducing operating costs.
The lap former achieves several critical tasks: eliminating thick and thin irregularities, producing laps with consistent weight per unit length, minimising fibre damage, straightening and parallelising fibres, and reducing upright fibres and waste. These functions directly enable the subsequent comber to achieve the fibre parallelism and short-fibre elimination that define combed yarn quality.
Why Lap Former is Needed in Combed Yarn Production
Yarns made from longer fibres exhibit fewer irregularities throughout subsequent processing and are superior in quality with lower hairiness percentages. A comber machine produces uniform, regular slivers that are free from short fibres below a predetermined staple length—typically 12–16 mm depending on the comber setting. For manufacturing these higher-quality yarns, the comber machine is essential in the spinning line.
Before the comber can produce uniform slivers, the spinning mill must first produce uniform laps. The lap former machine performs this critical function by converting multiple slivers from the breaker drawing passage into a single, even lap suitable for comber feeding. This lap preparation ensures the comber receives material with consistent weight per unit length and proper fibre parallelism.
The comber machine cannot process drawing frame slivers directly—it requires lap feeding. The lap former is therefore mandatory in combed yarn manufacturing. Lap feeding enables the comber to achieve better and more efficient combing action compared to hypothetical direct sliver feeding. The lap provides a uniform, layered structure that allows the comber’s needles to penetrate consistently and remove short fibres effectively.
Lap Former Function: The lap former develops laps that feed the comber machine. Laps are produced by combining or doubling a definite number of slivers from the breaker drawing passage—typically 16 to 32 doubling, and in some configurations up to 64 doubling. This doubling creates a layered lap structure that improves combing efficiency and fibre parallelisation.

Tasks of a Lap Former
- Diminishing irregularities such as thick and thin places in the sliver
- Producing regular and even lap with consistent weight per unit length for the comber
- Declining fibre damage throughout the lap preparation process
- Parallelising and straightening the fibres within the laps
- Lessening the occurrence of upright fibres and waste
Lap Former Types at a Glance
| Type | Stages | Input | Output | Key Advantage |
|---|---|---|---|---|
| Conventional Lap Former | 2 machines | Breaker drawing slivers | Comber lap | Proven reliability |
| Sliver Lap Former | Stage 1 of conventional | Individual slivers | Mini lap sheet | Converts slivers to sheet form |
| Ribbon Lap Former | Stage 2 of conventional | 6–8 mini laps | Compact ribbon lap | Increases linear density |
| Super Lap Former | Single machine | 48–60 slivers (3 creels) | Comber lap | 15% higher productivity, lower operating cost |
Brands of Lap Former
- Trützschler, Germany
- Rieter, Switzerland
- Toyota, Japan
- Murata, Japan
- Lakshmi, India

Categories of Lap Former
There are two main categories of lap formers available in spinning mills—conventional lap formers and modern lap formers. Conventional systems use two sequential machines to produce a lap, while modern systems integrate lap preparation into a single machine using advanced technology.
Conventional Lap Former
Conventional lap former systems employ two machines operating in sequence to produce a comber lap. The first machine is the sliver lap former, and the second is the ribbon lap former.
Sliver Lap Former → Ribbon Lap Former
Modern Lap Former
Modern lap former systems use state-of-the-art technology to produce laps directly from breaker drawn slivers in a single machine. This category includes the Super Lap Former, which integrates multiple processing zones into one unit.
Super Lap Former (Single Machine)
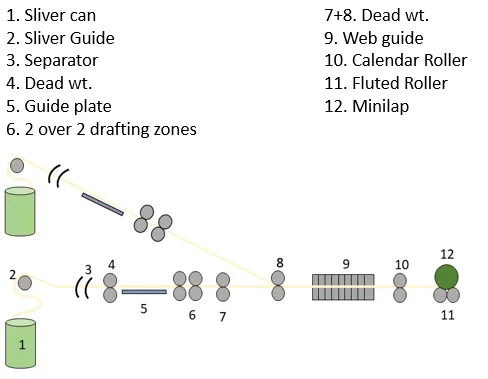
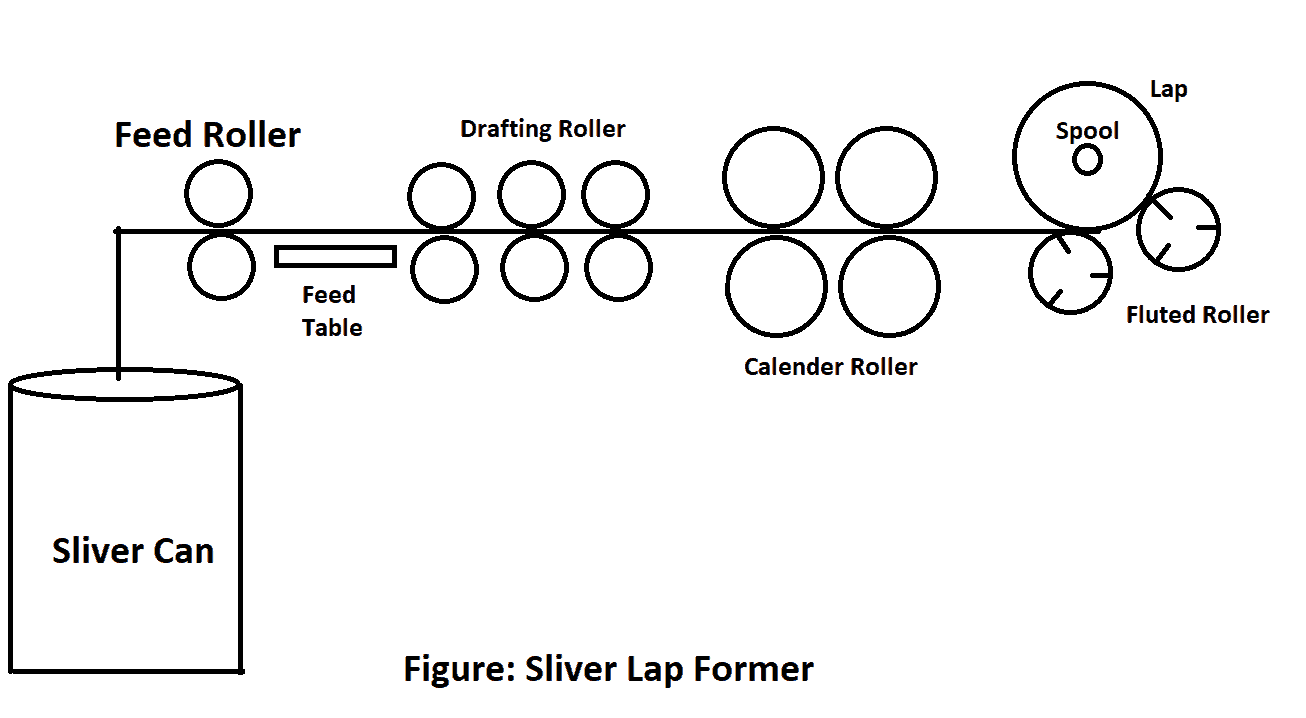
Sliver Lap Former
The sliver lap former is the first stage in conventional lap preparation. It converts individual slivers from the breaker drawing frame into a single lap sheet through drafting and calendering.
- Individual slivers pass through the guide plate at the rear of the machine
- Slivers are then passed over a distinctive spoon mechanism
- Slivers are led through a V-shaped feed table that directs them to the neck
- Slivers pass through 3 pairs of drafting roller configurations
- The drafting action sorts, straightens, and parallels the fibres
- The lap sheet then passes through two pairs of calendar rollers that compact it into a sheet
- During winding on the spool, tremendous pressure is applied to achieve a long, compressed lap
- When the appropriate lap length is reached, the Lap Stop Motion immediately stops the machine
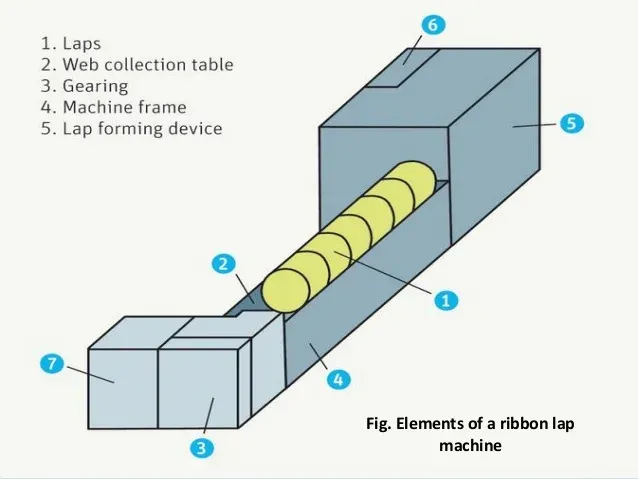
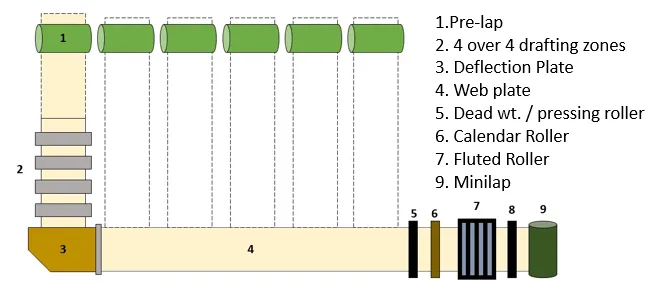
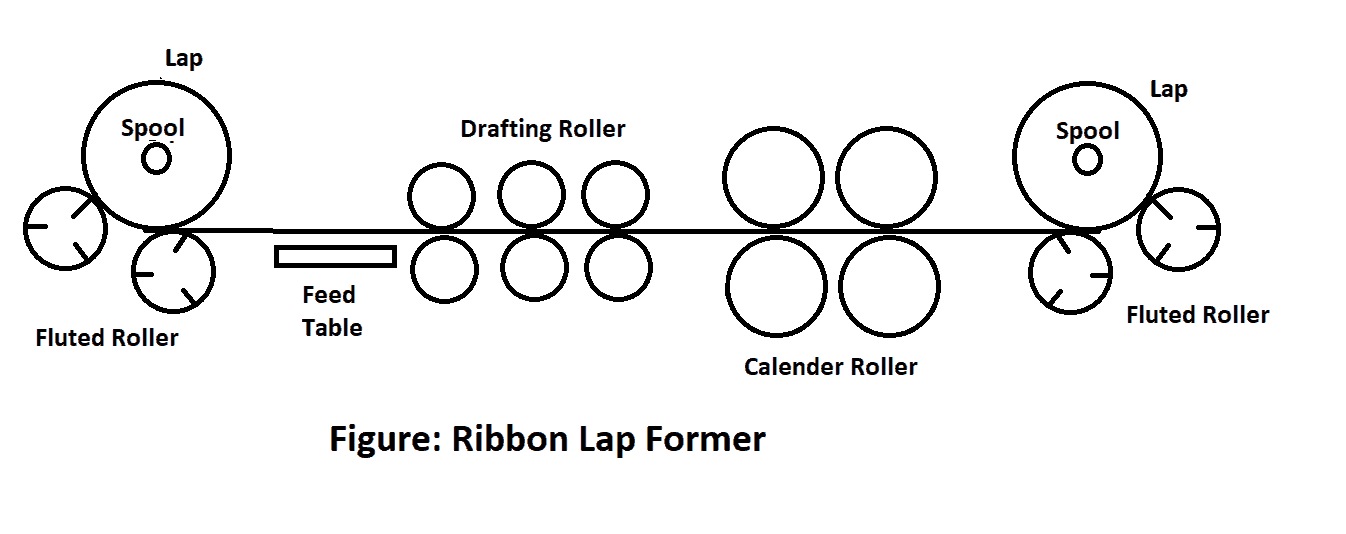
Ribbon Lap Former
The ribbon lap former is the second stage in conventional lap preparation. It takes mini laps from the sliver lap former and combines them into a wider, denser ribbon lap suitable for the comber.
- Process begins with creeling—laps from the sliver lap former are opened before feeding into drafting rollers
- The primary function is to increase linear density (weight per unit length) and consistency of the lap
- Typically 6 to 8 laps serve as input; output material has the same width but increased thickness due to doubling and drafting

- Most commonly, 3 over 3 or 4 over 4 drafting arrangements are used
- After drawing, the material is in web form and passes through the deflector plate’s web table and calendar rollers
- Compacting is performed by calendar rollers (two pairs) at this stage
- The resulting comber lap is wound on bobbins (spool type); 2 fluted rollers achieve a compact lap
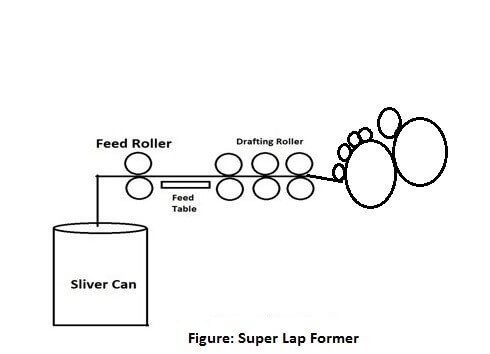
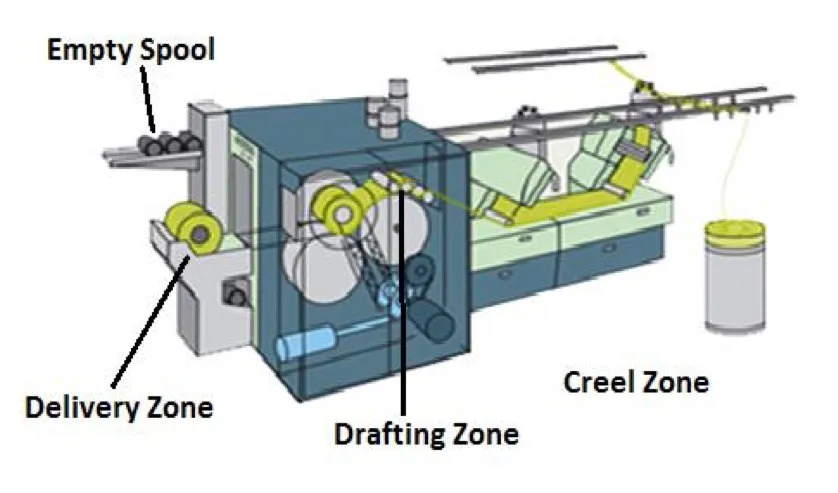
Super Lap Former
The super lap former is the modern single-machine solution for lap preparation. It produces comber laps directly from breaker drawn slivers using integrated creels, drafting zones, and calendar systems.
- The super lap former produces comber laps in a contemporary single-machine system
- Its purpose is to increase the weight per unit length of the comber lap
- The machine contains three creels, three different zone arrangements, and three feed plates; each creel handles 16–20 slivers (48–60 total)

- Slivers pass through the integrated drafting system
- After drafting, webs are led through pairs of calendar rollers and along a table where they are superimposed, compressed, and calendared into a compact lap
- Stop motions are installed on all rollers including calendar rollers, with indicating lights for fault location
- Doffing of full laps and threading are fully programmed automatic operations
Additional Features of Super Lap Former
- Automatic weight per unit length adjuster
- Auto doffing for full laps
- Automatic stop motion for full/partial doffing, sliver breakage, and roller lapping
- Automatic lap carrying device
- Lap length measuring unit
- Indicating lights for different fault locations
Technical Specifications of Rieter E35 and E32 Model Lap Former
| Sl | Parameters | E 35 | E 32 |
|---|---|---|---|
| 1 | Production | Up to 520 kg/hr | Up to 350 kg/hr |
| 2 | Input Weight | Maximum 140 ktex | Maximum 140 ktex |
| 3 | Lap Hank | Up to 80 ktex | Up to 80 ktex |
| 4 | Lap Weight | Fixed 25 kg | Up to 25 kg |
| 5 | Lap Width | 300 mm | 300 mm |
| 6 | Delivery Speed | Up to 180 m/min | 70–140 m/min |
Trützschler Superlap TSL-12 Specifications
| Parameter | Specification |
|---|---|
| Lap Change Time | 20 seconds |
| Daily Lap Changes | 400 per day |
| Productivity Increase | 15% |
| Direct Drives | 4 individually controllable |
| Operating Cost | €0.10/kg (vs €0.33/kg competitors) |
Comber Lap Dimensions
The comber lap has specific physical parameters that must be maintained for optimal combing performance:
| Parameter | Specification |
|---|---|
| GSM (Grams per Square Metre) | 52–72 g/m² |
| Width | 220–301 mm |
| Diameter | 505 mm |
| Weight | Up to 26 kg |
Production Calculation of Lap Former
Example calculation for lap former production:
Given Parameters:
- Delivery Speed: 95 m/min
- Lap Weight: 70 g/m
- Efficiency: 85%
Formula:
Production = (Delivery Speed × 60 × Efficiency × Lap Weight) / 1000
Production = (95 × 60 × 0.85 × 70) / 1000 = 339.15 kg/hr
Purpose of Ribbon Lap Former Machine
The ribbon lap former machine forms a larger lap from smaller mini laps delivered by the sliver lap machine. By combining 6–8 mini laps through drafting and doubling, it creates a lap with increased linear density and improved uniformity. This larger, more consistent lap enables the comber to achieve effective short-fibre removal and produce the high-quality sliver required for premium combed yarn.
Lap Former Necessity for Superior Quality Yarn
Yarn quality depends primarily on fibre staple length and length uniformity. Producing superior quality yarn requires elimination of shorter fibres, which necessitates the comber machine. Since the comber machine relies on lap feeding and the previous machine produces drawn sliver rather than lap, the lap former is essential for achieving highest quality yarn. The lap former bridges the gap between the drawing frame output and the comber’s input requirements, enabling the comber to function as designed.
References
- Trützschler. (2024). Truetzschler Superlap TSL-12 – Multi-Drive-Technology. Trützschler Group.
- Rieter. (2024). Rieter E 35 OMEGA Lap – Technical Specifications. Rieter Machine Works Ltd.
- LMW Textile Machinery Division. (2024). Lap Former LH 15 – Product Specifications. LMW Limited.



