
Types of Fabric Dyeing Machines: Working Principal & Properties
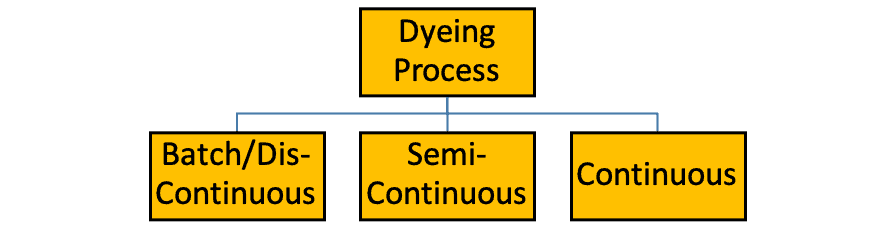
Fabric dyeing machines are the most widely employed type of dyeing equipment in the textile industry, accounting for approximately 65% of all dyeings performed globally. These machines are classified according to their working principle and fabric transport mechanism—primarily as batch (discontinuous), semi-continuous, and continuous systems—each suited to different production volumes, fabric types, and quality requirements.
Batch processes dominate global textile dyeing, representing approximately 85% of all operations. Within batch processing, three machine types handle the majority of fabric dyeing: winch machines for versatile rope-form processing, jigger machines for open-width woven fabrics, and jet machines for high-speed polyester knit dyeing. Each machine type offers distinct advantages in fabric handling, liquor ratio efficiency, and temperature capability.
This article covers the principles, advantages, and limitations of each major fabric dyeing machine type to help textile engineers select the appropriate equipment for their specific production requirements.
Fabric Dyeing Process
Before we get into the technical side of it let’s apply our common concepts first. We watch various TV commercials everyday which claim that their products are produced without the use of the hand.
What they mean is from start to finish no manual material handling is needed i.e. they feed the Raw Materials as input & receive the final product as output without any intervention. This is called Continuous Process. Batch/Dis-continuous process is exactly the opposite — each batch requires the complete process to be run, cooled, and unloaded before the next batch begins. In a semi-continuous process, both concepts are implemented: fabric is padded with dye solution and then batched/stored for fixation before continuous washing and drying.
If we consider fibers as input & garments as output then the overall process is classified as a Batch process in approximately 85% of textile dyeing operations worldwide, according to industry surveys of textile manufacturing facilities.
Batch/Dis-Continuous
- A precisely measured amount of fabric (typically 50-500 kg per batch depending on machine capacity) is brought into repeated contact with dye liquor in a closed vessel, then transported to subsequent finishing processes.
- This type of machine processes fabric in either rope form (e.g., winches, jets) or open-width form (e.g., jigger), with rope form accounting for approximately 70% of batch processing worldwide.
- For knit dyeing, this process dominates — over 90% of knit fabric dyeing in South Asian textile mills uses batch discontinuous machines due to their versatility with stretch fabrics.
Semi-Continuous
- Dye solution is applied by padding at 60-80°C through a mangle with 70-90% wet pick-up, then the fabric is batched and stored under controlled conditions (15-25°C, 80-90% relative humidity) for 2-24 hours to allow dye fixation.
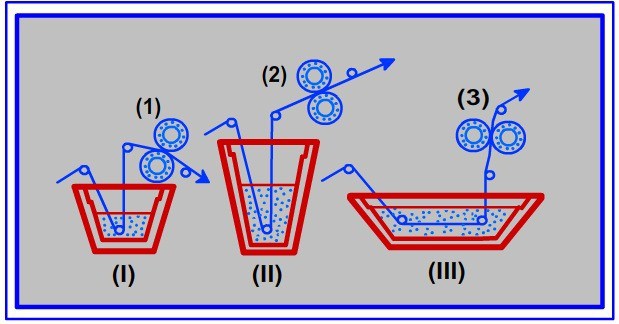
- Padding produces high dye yield through forced impregnation. Padded goods are wrapped in polyethylene and left for 4-12 hours at ambient temperature for the dye to attach to the fiber, or steamed at 100-140°C for 30-60 seconds to accelerate fixation.
- Padding methods are used for other textile processes such as bleaching, mercerizing, and softening, where controlled chemical application is required before batching.
- The subsequent processes (washing, soaping, drying) are completed afterward in continuous washing ranges operating at 95-98°C.
Continuous
- Continuous dyeing targets high production rates of 30-100 meters per minute, with modern pad-steam ranges processing 500,000-2,000,000 kg of fabric per month.
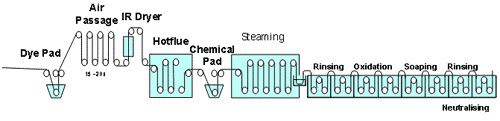
- Dry undyed fabric enters at one end at 20-25°C and dry colored fabric leaves at the other end after passing through padding (60-80°C), steaming (100-140°C, 30-120 seconds), and washing (95-98°C) — hence the industry term “dry-to-dry.”
- All units are arranged in sequence: padding → intermediate drying (120-160°C) → steaming → washing → drying. A typical production line spans 30-50 meters in length.
Fabric Dyeing Machines
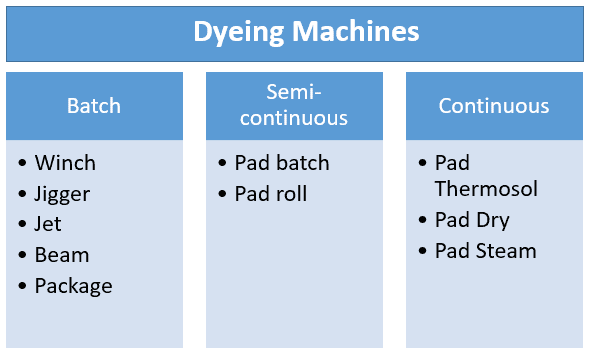
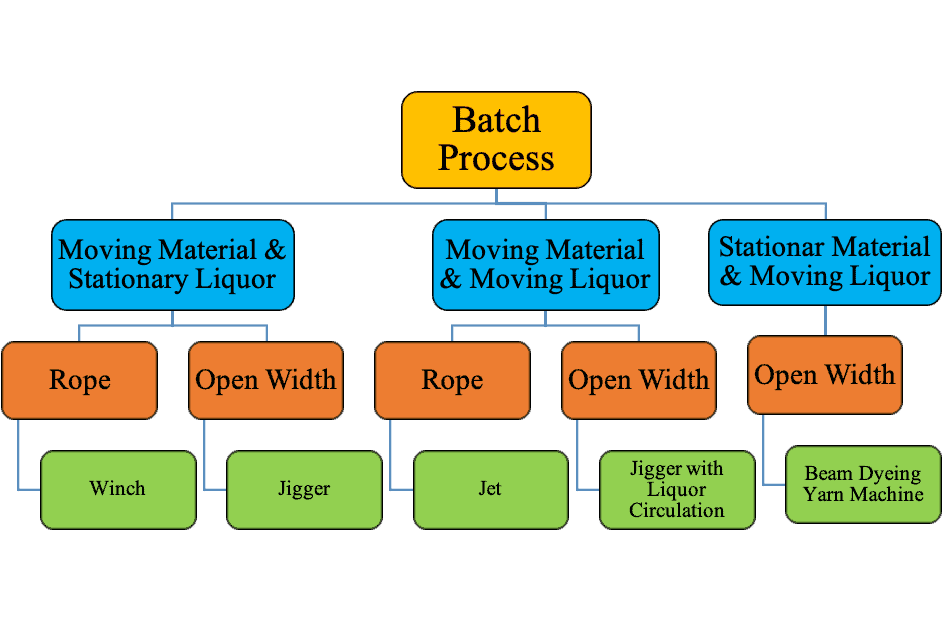
The classification below organizes fabric dyeing machines according to their working principle and fabric transport mechanism.
Fabric Dyeing Machine Comparison
| Machine Type | Fabric Form | Liquor Ratio | Max Temperature | Fabric Speed | Best For |
|---|---|---|---|---|---|
| Winch / Beck | Rope form | 10:1 – 20:1 | 140°C (pressure) / 100°C (atmospheric) | 100–500 m/min | Versatile for knits, delicates, all fabric types |
| Jigger | Open-width | 1:5 – 1:6 | 100°C (atmospheric) | 40–100 m/min | Wovens (taffeta, satin, poplin, duck, suiting) |
| Jet / Overflow | Rope form | 1:4 – 1:8 | 140°C (pressure) | 400–600 m/min | Polyester knits, high-speed production |
Principles of Batch/Discontinuous Machines
The following chart illustrates the working principles and the form in which fabric is fed into different batch machines:
Advantages of Rope Form Processing
- Rope form is the easiest method of processing — fabric is threaded through a single guide point and the machine handles all subsequent fabric transport automatically.
- Handling and storage is straightforward: fabric ropes are coiled in bins or on trays with minimal floor space requirements of 0.5-1.0 m² per 100 kg of fabric.
- Transportation is flexible — ropes pass through circular guides that redirect fabric to any direction, enabling complex routing within the dyehouse without accumulation.
- Fabric undergoes minimal lateral tension in rope form, which is critical for knitted fabrics with low dimensional stability (shrinkage potential of 5-15% in hot water).
Now, I will try to discuss different fabric dyeing machines very shortly.
Winch/ Beck Dyeing Machine (Moving Material and Stationary Liquor)
Why it is Called a Winch: Nomenclature and Design
A horizontal rotor or reel circulates the fabric endlessly through the dye liquor. This rotor is termed the “winch.” The winch geometry is either elliptical or circular in cross-section. Elliptical winches generate minimum fabric tension while producing high mechanical action through alternating long and short fabric folds during rotation, which promotes efficient dye strike and levelness.
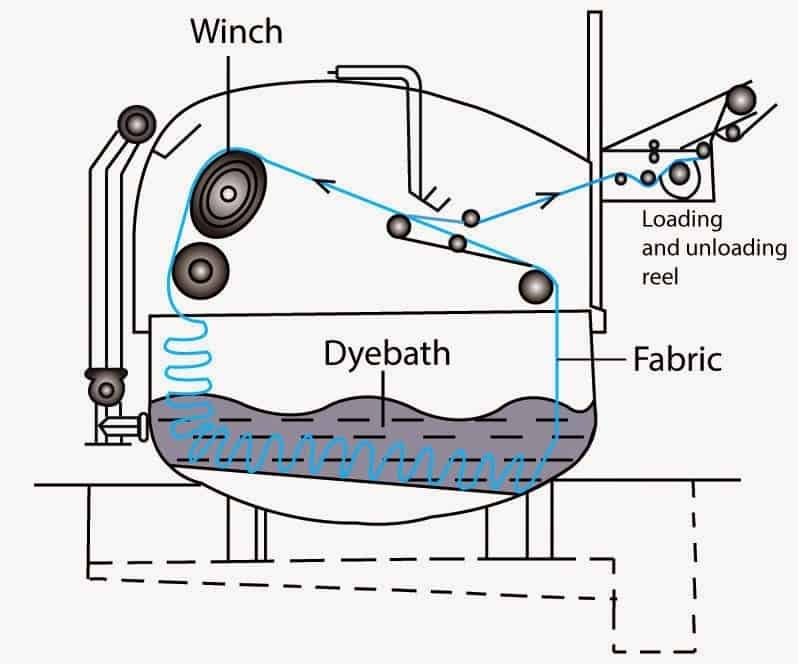
- The fabric moves in rope form through stationary dye liquor, completing one fabric cycle (loop) per revolution of the winch at a rate of 10-40 cycles per hour depending on fabric weight and machine speed.
- Winch machines are used for all wet processing stages including scouring, bleaching, dyeing, washing-off, and softening — versatility that accounts for their widespread use in commission dyeing facilities.
- The standard liquor ratio is 20:1 (mass of liquor to mass of fabric), but for compact high-speed winches it may be reduced to 10:1 through improved circulation design.
- Modern machines achieve winch drive speeds of 100-500 m/min depending on fabric properties; lightweight fabrics run at lower speeds (100-200 m/min) while heavy fabrics require 300-500 m/min to prevent rope tangling.
- Nominal chamber capacities are standardized at 100 kg, 200 kg, and 250 kg of fabric, with large-scale industrial winches reaching 400-600 kg capacity.
- Operating temperature extends to 140°C in closed pressure vessels for polyester dyeing, or 98-100°C for atmospheric winches processing cotton and cellulose fibers.
- Each machine holds 1-40 endless fabric ropes or loops of equal length (50-100 m each), with the total immersed length determining the effective dye contact time per cycle.
- The rate of dyeing is controlled by fabric cycle frequency — more cycles per hour means higher mechanical action and faster dye strike, but excessive cycles cause fabric abrasion and crease formation.
Advantages of Winch Dyeing
- Simple construction results in lower capital investment (30-40% less than jiggers) and reduced maintenance costs — the winch reel is the only major moving part.
- Suitable for all fabric types including lightweight voiles,中等 weight knits, and heavy blankets — the rope form accommodates stretch without excessive tension application.
- Winch dyeing imposes significantly less lateral tension than jigger processing, making it the preferred choice for delicate fabrics where crease recovery below 200° is critical.
- Scouring efficiency is high due to greater mechanical action from constant reformation of longitudinal folds — soil removal improved by 15-25% compared to stationary soaking methods.
- Tubular knitted fabrics are scoured and dyed extensively on winches because the low-tension rope form prevents flat seaming and selvedge distortion during processing.
- Crimp development occurs naturally from the high mechanical action and low tension, improving fabric hand feel and cover factor in the finished woven or knitted textile.
- The dyed fabric exhibits a thicker, fuller handle with more fabric cover (2-5% higher fabric thickness) and better crease recovery angles (typically 230-280°).
Disadvantages of Winch Dyeing
- Temperature variation occurs across the machine — the heating unit is present only in one compartment, so fabric exiting that zone cools by 10-20°C before re-entering, making winch dyeing unsuitable for temperature-sensitive dyes like vinyl sulfone reactive dyes that require ±2°C control.
- Excessive mechanical movement causes undesirable felting in wool and hair fiber fabrics — felting shrinkage of 5-12% occurs in unmodified winch processing of pure wool at temperatures above 60°C.
- Fabric piles irregularly in the dye bath, and uneven dyeing occurs unless appropriate leveling agents (e.g., non-ionic surfactants at 1-3 g/L) and dyes with good migration properties are selected.
- High liquor ratios (20:1) result in poor dye exhaustion — typically 70-80% compared to 90-95% in jet dyeing — and considerable residual dye in the spent bath, increasing effluent load and processing cost.
- Running creases that form during dyeing cannot be removed even after stentering, resulting in fabric downgrading rates of 3-8% on delicate lightweight constructions.
- Longitudinal tension causes elongation and deformation — fabric may stretch 3-8% during processing, resulting in lengthways shrinkage of 2-5% after first wash.
- Ropes exceeding 80-100 m in length tangle at the bottom of the bath, requiring manual intervention and additional handling labor.
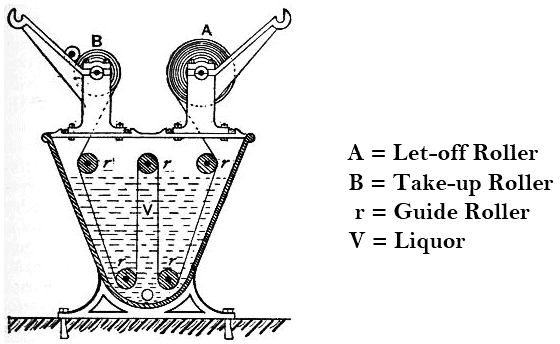
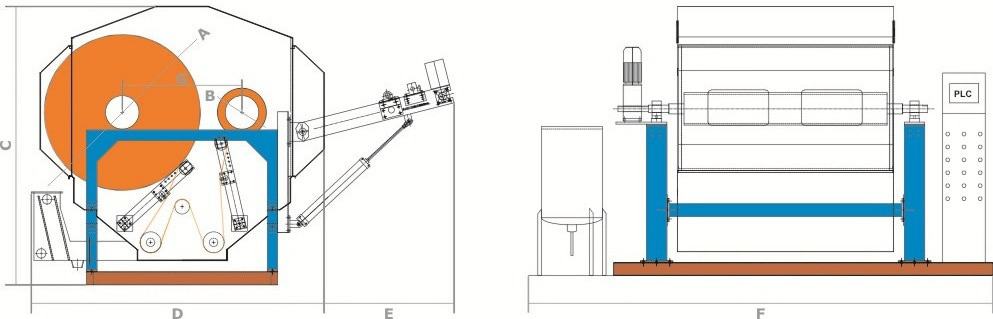
Jigger Dyeing Machine (Moving Material and Stationary Liquor)
- The jigger is one of the oldest machine types for dyeing woven fabrics, specifically those requiring open-width processing to prevent crease formation — including taffetas, satins, poplins, ducks, and suitings. It is not suitable for knit fabrics because high lateral tension causes distortion and seam problems.
- The machine operates with a low material-to-liquor ratio of 1:5 to 1:6 (significantly lower than winch machines at 1:20), reducing water consumption by 60-70% per kilogram of fabric dyed.
- Fabric moves in open-width form through the dye liquor — a critical distinction from winch processing that prevents selvage creasing and allows uniform dye penetration across the full fabric width.
- The machine consists of a V-shaped trough with 100-150 gallon (450-680 liter) capacity and two rollers (draw rollers) positioned above the trough for fabric entry and exit.
- Each complete passage of fabric from one roller to the other through the dye liquor is called an “end” or one “turn.” An even number of ends (typically 4-16) is used per batch, based on roll length, time per end (10-15 minutes), and target shade depth.
- When the take-up roller reaches full capacity, the fabric movement direction reverses automatically — the take-off roller becomes the let-off roller and vice versa after each turn, ensuring even treatment of both selvedges.
- To ensure complete fabric immersion, 4-5 meters of inexpensive “end-fabric” is sewn to each end of the production roll, allowing full-width passage through the liquor during initial and final ends.
- The cloth passes through the liquor at constant speed — the let-off and take-up roller speeds are synchronized and maintained at 40-100 m/min to ensure uniform dye pick-up across the fabric length.
At speeds exceeding 110 m/min on small diameter rolls, the dye liquor is thrown out of the rotating roll by centrifugal force, causing incomplete dyeing and barre defects in the finished fabric.
The Importance of Constant Let-off and Take-up Speed
- The cloth must be wound on the roller with coincident selvedges — no part of the selvedge should protrude from the roll. This is particularly critical in vat dyeing where exposed selvedge leuco vat dye oxidizes rapidly in air, creating deeper-shade selvedges that are 10-20% darker than the fabric body.
- To prevent the “tailing effect” (gradual lightening of shade from one end of the fabric to the other), dye must be added in equal portions across an even number of ends, typically 4-8 portions added at 2-4 end intervals.
- Dye adsorption and diffusion primarily occur during dwell periods when fabric is wound on the roll (70-80% of total dye fixation), not during active passage through the dye bath.
The Factors for Controlling Dyeing Are:
- The amount of liquor held in the interstices of the fabric (typically 50-80% of fabric weight depending on fabric construction and porosity).
- The exhaustion rate of the liquor during dwell periods between successive immersions, which follows first-order kinetics with half-times of 30-120 seconds depending on dye class.
- The degree of interchange between exhausted dye-liquor and fresh dye-liquor during each immersion cycle, governed by fabric construction and liquor flow pattern.
Advantages of Jigger Dyeing
- The low material-to-liquor ratio (1:5 to 1:6) reduces energy consumption by 40-60% compared to winch processing and minimizes chemical usage in subsequent washing-off stages.
- Fabrics prone to creasing in rope form — including delicate satins, sheer voiles, and open-weave constructions — are processed successfully in open-width jigger configuration.
Disadvantages of Jigger Dyeing
- Only materials with good dye exhaustion characteristics are suitable — dyes with exhaustion below 80% leave significant residual color in the bath, making low-liquor-ratio processing inefficient and costly.
- Knits, crepes, flat crepes, net fabrics, and elastomeric warp-knit materials cannot be processed — the high warp-wise tension (15-25 N/cm) causes irreversible distortion, seam cracking, and width reduction of 10-30%.
- High warp-wise tension causes longitudinal extension of 3-5% during processing, resulting in post-washing shrinkage of 2-4%, warp crimp reduction of 5-10%, and fabric width loss of 3-8%.
- Precise tension control is essential — variations of ±2 N/cm cause barre defects, color shading, and selvedge chafing in sensitive fabrics like polyester-cotton blends.
- In textile preparation, size dissolution makes fabric slippery and unstable in roll form — fabric-to-fabric slippage during reversal causes compensating sear marks and diagonal creases.
- The low liquor ratio makes washing-off difficult — residual alkali and unfixed dye require 4-6 wash boxes operating at 80-95°C compared to 2-3 boxes in high-liquor-ratio processes.
- Minimal mechanical action means jiggers are unsuitable where vigorous scouring is required before dyeing — pre-treatment efficiency is 60-70% of what winch processing achieves on greige knits.
- Moiré effects or water marks may arise on acetate and nylon fabrics when pressure flattens the raised fiber structure of the rolled fabric during extended dwell periods.
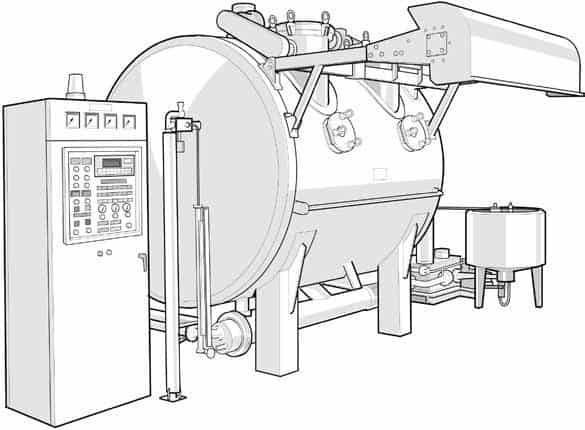
Jet Dyeing Machine (Moving Material and Moving Liquor)
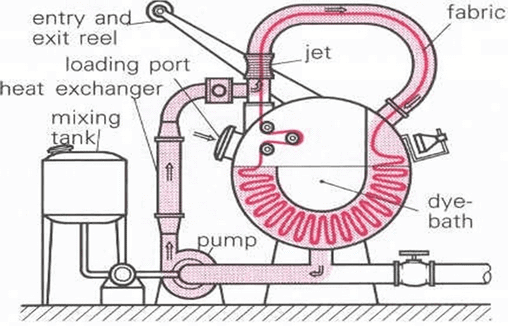
- Jet dyeing operates on the same rope-form principle as winch dyeing, but fabric moves in a continuous loop at high velocity. A complete cycle takes approximately 1 minute, enabling 40-60 cycles per hour compared to 10-40 for conventional winches.
- Jet machines dominate polyester dyeing (over 80% of polyester knit is processed on jets globally) because they eliminate the long dyeing time disadvantages of HT winches, reducing cycle times from 8-12 hours to 3-6 hours.
- Fabric in rope form is propelled forward by the circulation of dye liquor through a jet or venturi system, maintaining fully tensionless fabric transport — tension levels of 0.1-0.5 N/cm compared to 5-15 N/cm in winches.
- Kinetic energy from rapidly moving fluid (fabric velocity 400-600 m/min) supplements mechanical energy for fabric transport, accelerating the dyeing process by 2-4 times compared to conventional winch processing.
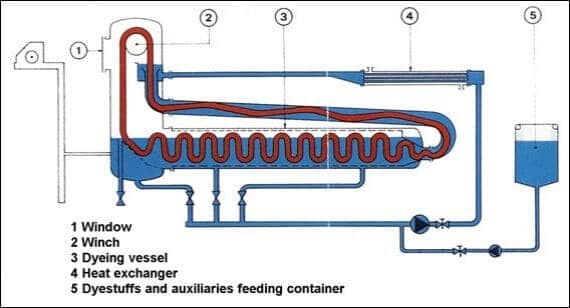
- Jet dyeing operates at temperatures up to 140°C under 3-6 bar pressure in sealed vessels, enabling polyester dyeing at 130-140°C with disperse dyes that require high temperature for proper diffusion.
- Fabric travels through the transport tube at 400-600 m/min — velocities that create turbulent flow patterns (Reynolds number > 10,000) ensuring thorough dye liquor penetration into the fabric rope.
- Dye adsorption occurs during the 0.5-1.0 second passage through the Venturi tube, while dye diffusion continues during the slower 50-55 second segment of the cycle when fabric moves through the lower bath reservoir.
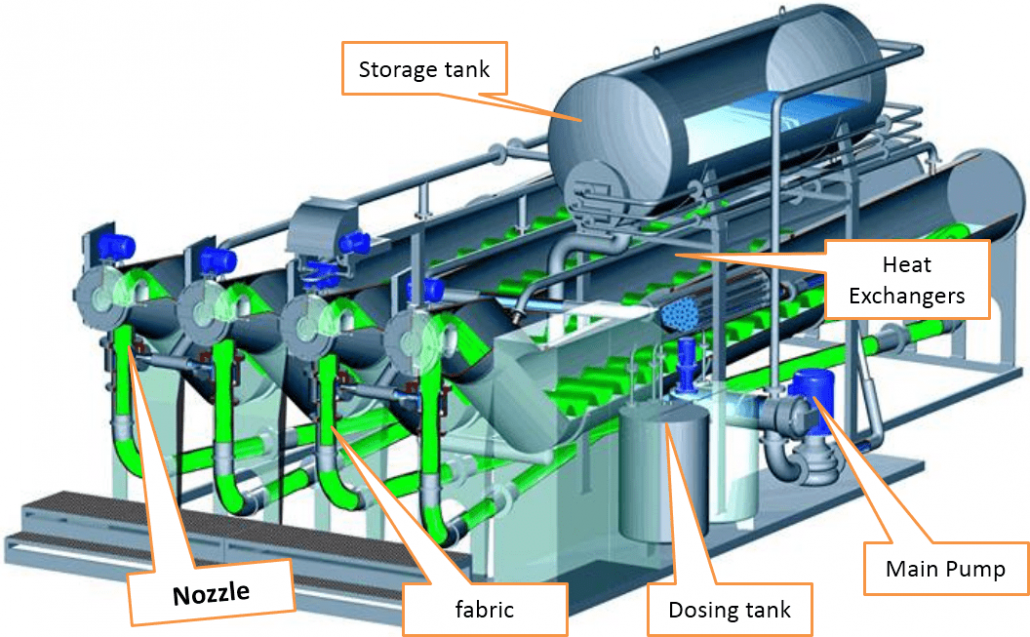
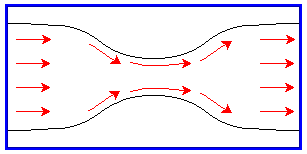
The Venturi Tube Principle for Fabric Transport
Fabric transport in jet dyeing machines operates on the Venturi tube principle, where fluid velocity increases as the cross-sectional area decreases, creating a low-pressure zone that draws fabric along with the liquor stream.
Applying Bernoulli’s equation to the Venturi geometry:
The relationship simplifies to:
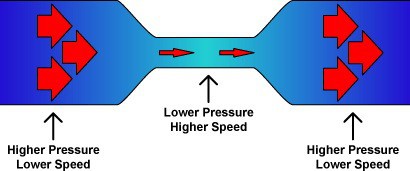
The narrow jet opening causes a tremendous increase in liquor velocity (from 2-5 m/s in the main tube to 15-30 m/s at the jet throat), generating sufficient momentum to transport fabric rope while preventing contact with tube walls. You can see this video for further clarification.
Jet Orifice Sizing and Positioning Requirements
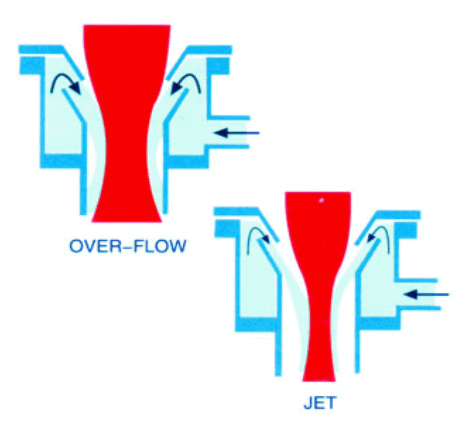
There are three main categories of jet dyeing machines:
- Overflow dyeing machines — fabric and liquor exit together through a overflow weir, providing gentle transport for delicate fabrics at 200-350 m/min.
- Soft flow dyeing machines — reduced velocity jets (150-300 m/min) with larger orifice diameters accommodate fragile fabrics without fabric thinning or pilling.
- Air flow dyeing machines — liquor is replaced by air as the transport medium, reducing water consumption by 30-50% and enabling operation at 180-200°C for high-performance fibers.
Advantages of Jet Dyeing Machine
- Low material-to-liquor ratios of 1:4 to 1:8 provide 50-70% energy savings through faster heating rates (1.5-2.5°C/min vs 0.5-1.0°C/min in winches) and reduced liquor volumes.
- Minimal longitudinal tension (0.1-0.5 N/cm) produces slightly fuller fabric handle and better seam slippage resistance compared to woven fabrics processed on jiggers.
- Vigorous liquor circulation at 15-30 m/s velocity in the jet throat ensures complete dye strike within 30-45 minutes for most dye-fiber combinations, versus 2-4 hours in winch processing.
- Frequent fabric movement at 400-600 m/min minimizes crease formation — crease incidence of 0.5-1.5% compared to 3-8% in winch processing of sensitive lightweight fabrics.
- High fabric transport speed combined with adjustable nozzle valve permits precise control of fabric dwell time in the jet, enabling level dyeing of mix constructions and blend fabrics.
- Lower surface-to-mass dye ratio results in faster washing-off (2-3 wash boxes vs 4-6 in jiggers) with marginally better wash fastness ratings (rating 4-5 vs 3-4 on grey scale).
Disadvantages of Jet Dyeing Machine
- Crease marks that develop during high-temperature (130-140°C) processing are difficult to remove in finishing — heat-set distortion becomes permanent on polyester at temperatures above 180°C.
- Capital investment is 2-3 times higher than winch machines and maintenance costs are 40-60% greater due to high-pressure pumps, sealed vessels requiring pressure vessel certification, and precise control systems.
- Limited accessibility during operation — fabric is loaded and unloaded through a small port (typically 300-400 mm diameter), making sample extraction and defect inspection challenging during the cycle.
- Internal cleaning is difficult in the fully enclosed machine. Polyester oligomer deposits (0.1-0.5% of fabric weight) accumulate on hot surfaces and dislodge during processing, causing speck dyeing defects. Cleaning requires circulating 2-5 g/L caustic soda at 80°C followed by 1-2 g/L sodium dithionite reduction clear.
- Internal surface roughness causing fabric snagging is difficult to locate and remedy — minor burrs on guide fingers create holes or tears that are only discovered after unloading.
- Vigorous liquor movement creates severe foaming when using surfactants above their critical micelle concentration — antifoam agents (0.5-2.0 g/L silicone or ethylene glycol derivatives) are typically required.
- The jet force may damage delicate fabrics including silk, rayon, and micro-denier synthetics — these require soft-flow or overflow machines operating at reduced velocities of 100-250 m/min.
- Fabric sampling during dyeing is difficult — extracting a representative 10-20 cm sample requires stopping the machine, reducing pressure, and opening the port, causing 5-15 minute cycle interruptions.
- Fabrics spun from staple fibers become hairy during jet processing due to abrasion at guide points and tube walls — fiber hairiness increases 30-50% after one processing cycle on standard jet machines.
REFERENCES
- Shenai, V.A. (1997). Technology of Dyeing (8th ed., Vol. VI). Sevak Publications.
- Trotman, E.R. (2009). Dyeing and Chemical Technology of Textile Fibres. Charles Griffin & Company Ltd.
- Broadbent, A.D. (2014). Basic Principles of Textile Coloration. Society of Dyers and Colourists.
- Chowdhury, M.A. (2013). Dyeing Machines [Lecture notes]. Ahsanullah University of Science & Technology, Dhaka, Bangladesh.




