
Blowroom Machinery | Rieter Blowroom Line
The blowroom is the first stage of yarn manufacturing, and Rieter (Switzerland) is one of the world’s leading manufacturers of blowroom machinery alongside Trützschler (Germany). Rieter’s blowroom line performs four critical functions: opening fibers into small tufts, cleaning trash and micro dust, blending fibers homogeneously, and mixing different grades of fibers together. This article examines Rieter’s complete blowroom line and its major machinery.
Rieter Blowroom Line Overview
Rieter Blowroom Machines at a Glance
| Machine | Model | Primary Function | Key Specification |
| Bale Opener | UNIfloc A 12 | Automatic bale opening & fiber extraction | Up to 2,400 kg/hr (cotton) |
| Pre-cleaner | UNIclean B 12 | Coarse cleaning & trash extraction | Up to 1,400 kg/h |
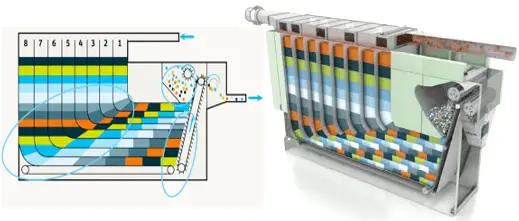
| Mixing Machine | UNImix B 76 | Fiber blending via 8 mixing compartments | Up to 1,200 kg/h (cotton) |
| Precision Blender | UNIblend A 81 | Multi-component precision blending (±1%) | Up to 1,000 kg/h |
| Fine Cleaner | UNIflex B 60 | Progressive fine cleaning with VARIOset | VARIOset adjustable |
| Storage & Feed | UNIstore A 79 | Material buffer storage & uniform feed | Up to 1,000 kg/h; 15 kg buffer |
Rieter vs. Trützschler — Leading Blowroom Manufacturers
| Feature | Rieter (Switzerland) | Trützschler (Germany) |
| Primary strength | Microtuft processing, energy efficiency (40% less) | High-speed cleaning,,德国 engineering |
| Bale opening | UNIfloc A 12 — dual-teeth take-off, 160 bales | TRUETZSCHLER Bale Opener — high-capacity |
| Blending system | 3-point mixing (UNImix), 8 chambers | Multi-stage blending |
| Fine cleaning | VARIOset adjustable, progressive cleaning | TRUETZSCHLER Fine Cleaner |
| Energy efficiency | VARIOline — 40% less than competitors | High efficiency |
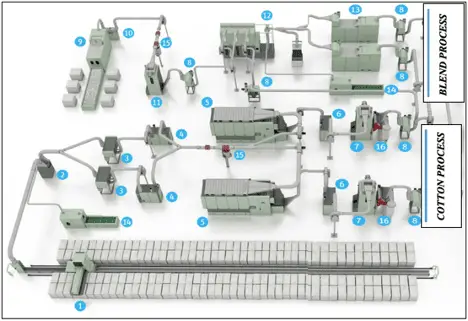
1. UNIfloc A 12; 2. Solid matter extractor A 49; 3. Condenser A 22; 4. UNIclean B 12; 5. UNImix B 76R; 6. UNIclean B 17; 7. UNIstore A 79R; 8. Condenser A 21; 9. Mixing bale opener B 34; 10. Solid matter extractor A 48; 11. UNIstore A 79S; 12. UNIblend A 81; 13. Mixing opener B 33; 14. Waste opener B 25; 15. Combo Shield; 16. Vision Shield;
Functions of Automatic Bale Opening Machines
- Collecting material consistently from all the bales;
- Progressively opening the material smoothly;
- Opening up to the smallest flock size of 0.5–1.0 mm;
- Forming tufts and micro-tufts for optimal cleaning;
- Interacting with up to 160 bales in a single laydown;
- Operating universally with easy adjustment for different fiber types;
- Intermingling fibers at the very beginning of the process;
- Allowing fiber blend from numerous constituents and fiber origins.
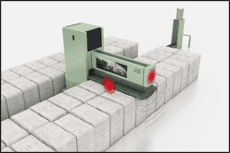
Rieter Bale Opener UNIfloc A12
The A 12 is an exceptionally tough and steady innovative bale opener. The bale profiling method of the UNIfloc A 12 uses distinctive technology. This equipment delivers impressive manufacturing quality from the start.
The bale opener ensures good cleaning in the blowroom. It eliminates small tufts and micro-tufts from bales. These micro-tufts are de-dusted and the impurities within them are removed much more efficiently in later processes.
UNIfloc A 12 processes both natural and synthetic fibers up to a primary length of 65 mm (2½ inches). The bales are engaged off in a crosswise or transverse way on both right and left sides of the UNIfloc. The bale opener processes up to 4 diverse varieties simultaneously.
The arrangement of the take-off unit containing the exclusive dual teeth and the grid confirms that fibers are progressively opened up and gradually converted into micro tufts. During each run, the take-off roller drops by a predetermined value. A fan pulls in the small flocks of fibers and pneumatically delivers them to the subsequent machine.
Rieter UNIfloc A12 supports 160 bales in a laydown and up to four segments (different bale types) per blend over a supreme bale layout measurement of 46 m to be processed. The A12 processes one blend or up to 3 blends simultaneously. The manufacturing rate reaches 2,400 kg/hr for cotton.
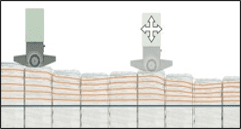
The feeding container and a pair of bottom rails are secured to the floor. A frame travels to and fro on guide rails and conveys a turret (2) that revolves through 180° and supports a fiber collecting assemblage (3) which elevates, pulls up and down. The assembly has independently changeable double-teeth and alters its course of revolution on reversal of the track of rotation of the frame, so that fibers are collected in both directions of its route.
A microchip enables entirely automatic collection of fiber from the bales. The manufacture rate and the entire weight of feed material can be entered manually on the statistical keyboard. Based on the mechanically sensed bale heights, the device analyzes all data necessary for completely automatic operation, including the penetration distance for extraction. The bales are arranged to both sides of the machine.
- Fibers are extracted from both right and left sides simultaneously into a single blend;
- From all sides at once into multiple blends or from a specific side only.
Technological Data of Rieter Bale Opener (UNIfloc A12)
| Material | Cotton, man-made fibers up to 65 mm (2 1/2 inch) staple length | |
| Production output* (maximum) | Cotton and viscose | Man-made fibers*** |
| Range 1 | 2400 kg/hr | 2000 kg/hr |
| Ranges 2 | 1800 kg/hr | 1400 kg/hr |
| Ranges 3 | 1400 kg/hr | 1000 kg/hr |
Technical Data of Rieter Bale Opener (UNIfloc A12)
| Design variants of the take-off unit | 2300 mm | |
| Installed power | 17.4 kW | |
| No. of bales per side | 1.5ML and 3ML B L | |
| Net weight (10.00 m) | 4 050 kg | |
| Additional duct length | +88 kg/m |
Machine Data of Rieter Bale Opener (UNIfloc A12)
| Material feed Length (ML) | 6.0 – 46.0 m** |
| Duct length | 10 – 50 m** |
* Line production (card production)
** in increments of 2.5 m
*** Depending on the type of man-made fiber, production can be lower (e.g., bulky polyester)
Abbreviations: ML= material feed length; B= bale width; L= bale length.
Rieter Pre-cleaner UNIclean B 12
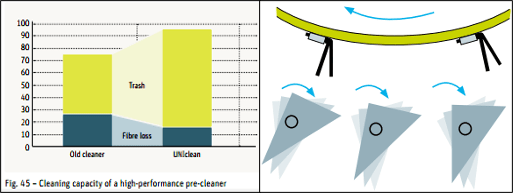
The UNIfloc delivers micro tufts of fiber. The UNIclean B 12 maximizes the large surface area of these micro tufts for optimal cleaning. Positioned directly downstream of the bale opener, the UNIclean eliminates waste particles, fiber impurities, and dust. It is designed for rigorous coarse cleaning.
Later progression stages must remove only a minor fraction of impurities. Simultaneously, fibers are cleaned smoothly. Results show fiber realization up to 2% greater than conventional blowroom lines.
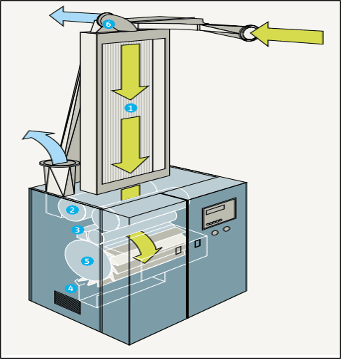
The elementary design parallels that of the single cylinder cleaner: a feed channel at the top position (4), a large cleaning cylinder (1) with exceptional hooks, a waste draw device, and an exit pipe (5). However, instead of the fiber revolving three times inside the coarse cleaner, it circulates over and around the grids five times, which always provides fresh surface areas. The micro tufts rotate over and around the grids five times and also revolve over a specifically organized perforated area. The compartment behind this sheet is a low-pressure hollow. The compressed air drag through this pane provides precise effective dedusting.
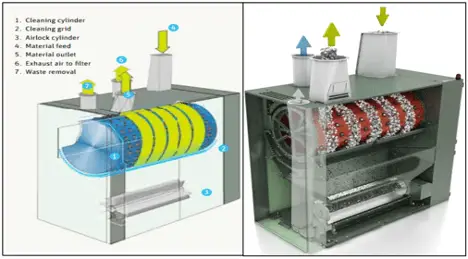
Trash and impurities collect inside the cleaner and pass to the waste transport via an airlock cylinder. Both connect to constant suction and intermittent suction. The airlock prevents quality fibers from being sucked through the grid during waste removal.
Progressive fiber cleaning cleans only to the degree essential. The number of cleaning points depends on the grade of impurities and trash. This protects material from excessive stress, controlling fiber damage and length shortening. All Rieter cleaning equipment models extract contamination intermittently. This collection technique prevents quality fibers from entering the trash flow unintentionally, protecting raw material investments.
Technological Data of Rieter Pre-cleaner (UNIclean B 12)
| Material | Cotton, cotton waste, linen |
| Production volume | up to 1,400 kg/h |
Technical Data of Rieter Pre-cleaner (UNIclean B 12)
| Installed power | 15.25 kW |
| Connection values | 380/400 V, 50 and 60 Hz |
Machine Data of Rieter Pre-cleaner (UNIclean B 12)
| Working width | 1,600 mm |
| Clearer roller ∅ | 750 mm |
| Speed | 480 – 960 rpm |
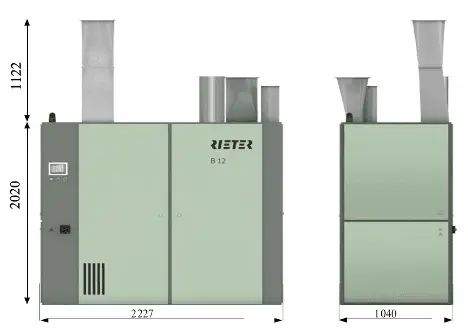
| Length | 2,227 mm |
| Width | 1,040 mm |
| Height | 2,020 mm |
| Weight | 1,185 kg |
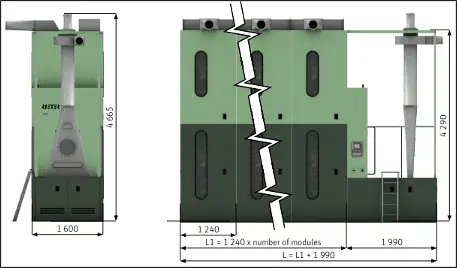
Rieter UNImix B 76
The compressed mixing machine B 76 receives material from the pre-cleaner or directly from the bale opener UNIfloc A 12. The fibers disperse uniformly through eight mixing compartments. Due to the unique three-point mixing progression, both natural and synthetic fibers blend consistently. Errors with bale arrangement are compensated by the refined mixing process. The large storage size ensures consistent feed to subsequent blowroom machines. It delivers up to 1,200 kg of materials per hour.
Fibers blend consistently at three distinct points:
- Micro tufts feed through to the right angle of the duct, creating eight wavy layers in direction of swing spatially and temporally. This produces a distinct long-term blend.
- The spikey lattice eliminates flocks from all wavy layers simultaneously. This tender opening process produces additional, haphazard mixing of the tufts. The blend becomes homogenous at this phase.
- Remaining tufts experience a third thorough mixing process in the mixing roller unit. This supplementary mixing further improves fiber mingling.
Without a mechanical modification point in the UNImix, the machine is easy to maintain. The space between the evener roller and spike lattice can be set at the operational unit to maintain the required manufacture output. Raw material standards and manufacturing settings can be altered on the device display while the machine runs. These conditions are replicable, enabling contemporary quality supervision.
Fiber clump opening enhances for the raw material and whirl mechanism used. This occurs through the revolving speed and course of the mixing roller. Operators set these factors directly on the instrument display.
Technological Data of Rieter UNImix B 76
| Material | Cotton, man-made fibers and blends |
| Production volume 1) 2) | Cotton up to 1,200 kg/h, man-made fibers up to 1,000 kg/h |
| Number of chambers | 8 |
Technical Data of Rieter UNImix B 76
| Installed power | 4.7 kW |
| Opening roller speed | 500 – 610 rpm |
| Take-off roller speed | 660 rpm (constant) |
| Spiked lattice | 21.6 – 216 m/min |
| Feed belt | 0.0 – 0.7 m/min |
Machine Data of Rieter UNImix B 76
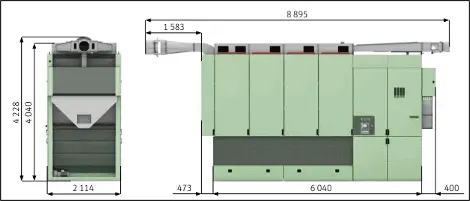
| Length | 8,895 mm |
| Width | 2,114 mm |
| Height | 4,228 mm |
| Working width | 1,800 mm |
| Net weight | 5,515 kg |
- Line production (card production)
- If the blend has a high amount of waste or noils exceeding 40% short fibers, maximum production reduces to 800 kg/h
Rieter UNIblend A 81
The meticulous blender UNIblend A 81 arranges utmost quality for multi-component blends. Raw material proportions assort at maximum precision. A deviation in blending proportions of not more than 1% is achievable.
The blending machines stated above generate random blends. They excel at blending single types of fibers with some diversities, such as cotton or single color shades. However, they fall short when combining dissimilar constituents (e.g., cotton and polyester) or when diverse shades are essential. These blends form primarily on breaker drawing frames, but can also form in the blowroom. For these circumstances, Rieter proposes its A 81 UNIblend.

The UNIblend A 81 suits average and extraordinary blends. It processes cotton, synthetic fibers, trash material, and various staple fibers including flax fiber up to approximately 65 mm. The extensive range of applications enables superior yarn formations.
Dyed cotton fiber, uncommon and costly fibers, or extreme blends (e.g., 98% to 2%) are carefully treated into special yarns. Cleaned fibers serve into the UNIblend A 81 in small, accurately defined measurements. Raw material expenses decrease accordingly, and uniform yarn quality is assured.
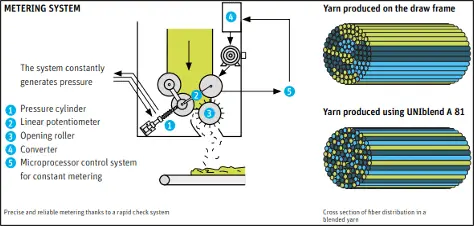
The A 81 contains up to eight blending segments. Each section comprises a self-regulating, Rieter-patented metering method that produces uniform fiber movement. One feed roller is mobile and compelled against a different roller with uniform power. The leveling system senses any variation in material width caused by diverse bulks and alters the rpm of the roller, maintaining constant material movement.
One A 81 manufactures up to four diverse blends and serves up to 4 dissimilar carding lines simultaneously. It handles several different staple fibers, enabling swift and cost-effective responses to fashion trends. It delivers up to 1,000 kg materials per hour.
Technological Data of Rieter UNIblend A 81
| Material | Various staple fibers up to 65 mm (2 1/2″) |
|
Production (dependent on mixing ratio): | |
| – Module | 3 to 300 kg/h |
| – Machine | up to 1,000 kg/h |
Technical Data of Rieter UNIblend A 81
| Installed power: | |
| Machine + two modules | 10.9 kW |
| Plus for each additional module | 2.3 kW |
Machine Data of Rieter UNIblend A 81
| Working Width | 1,200 mm |
| Length | 4,470 mm – 11,940 mm |
| Width | 1,600 mm |
| Height: | |
| Low version | 3,919 mm |
| Standard version | 4,665 mm |
| Weight: | |
| 1 module | 1,560 kg |
| Opening Unit | 1,210 kg |
| Control Unit | 250 kg |
| Suction System | 220 kg |
Rieter B 60 UNIflex Fine Cleaner
A fan collects micro tufts by suction from the previous machine and a revolving component discharges them into a filing chute (1). The back partition of the chute comprises aluminum lamellae with slot-openings over which compressed air discharges (first dedusting step). This forms a very consistent batting laydown in both longitudinal and traverse directions. The variable chute depth regulates lap weight according to production and fiber nature.
The chute advances by a perforated drum (2) (second dedusting step) and a plain drum. The instrument features spontaneous lap intake, eliminating manual interference when initiating the fine cleaner. The displacement between feed roll (3) and opening cylinder (5) adjusts by program design to the material being processed. The feed trough supplies material to the opening cylinder, which takes over the material in versions suited to material requirements.
Using VARIOset, the spinner sets the revolution speed of the opening cylinder according to purposes and raw material. A grid bar (4) made of carding fragments and knives generates the cleaning surface and removes impurities. The carding fragments on the knives increase the amount of opening and cleaning. Operators modify knife settings on the grid according to purposes and raw material using VARIOset.
Rieter UNIstore A 79
The UNIstore A 79 receives material from the upstream instrument through a dust collector or condenser. First, fibers enter the UNIstore storage component. Second, this section generates a material stock (buffer) and serves the S or R module. The A 79S variant processes opening of man-made or synthetic fibers, while the A 79R edition handles opening and cleaning of natural fibers. Material becomes dust-free as it enters the dust collector and the perforated container of the condenser, where it is moderately opened and/or cleaned.
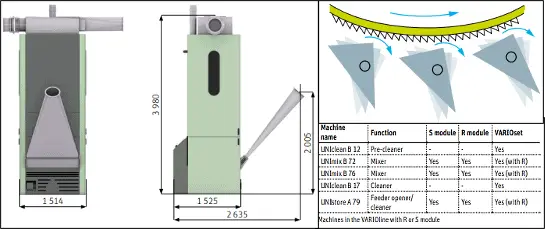
VARIOset is programmed for maximum cost-effective settings for individual fiber material. The machine is extremely dynamic and processes up to 1,000 kilograms of fiber per hour. The A 79 stores up to 15 kg of clumps, ensuring uniform delivery material for the cards.
Technological Data of Rieter UNIstore A 79
| Material | Cotton, man-made fibers and regenerated material up to a staple length of 65 mm (2 1/2″) |
| Production* | up to 1,000 kg/h |
| Installed power | 12.6 kW |
Technical Data of Rieter UNIstore A 79
|
Installed power |
12.6 kW |
Machine Data of Rieter UNIstore A 79
|
Working width |
1,200 mm |
|
Opening roller ∅ |
320 mm |
|
Storage capacity |
15 kg of cotton; 10 kg of man-made fibers |
| Dimensions | |
|
Length |
1,525 mm |
|
Width |
1,514 mm |
|
Height |
3,980 mm |
|
Net Weight | |
|
A 79S |
1,820 kg** |
|
A 79R |
1,870 kg** |
* Card line production
** With saw tooth rollers
Cleaning Efficiency of Blowroom
Cleaning Efficiency = {(Original Trash Content – Trash Content in the Delivered Cotton) × 100} ÷ Original Trash Content
Problem:
The trash content of a cotton is 3.6%. The waste extraction is 2.5%, of which 80% is trash. What is the cleaning efficiency?
Solution:
Of the 2.5% waste extraction,
(80 ÷ 100) × 2.5% = 2% of the original trash has been taken out by beater.
Trash content in the delivered cotton = (3.6 – 2)% = 1.4%
Cleaning Efficiency = {(3.6 – 1.4) × 100} ÷ 3.6 = 61.11%
Rieter Blowroom Line Performance Summary
Cost Effectiveness of Rieter’s Blowroom Line
The arrangement of microtufts, VARIOset and progressive cleaning creates economic benefit to the spinner and saves up to 1% of raw material cost. Depending on raw material prices, savings of under one percent already exceed 10,000 USD per year.
Quality Consistency of Rieter’s Blowroom Line
- The fine quality of fiber clumps is identified through the 312 dual teeth of the take-off roller and their revolving speed. Constant and uniform take-off of the bale laydown material ensures even micro tufts. The take-off component of the UNIfloc A 12 traverses over the bales and performs scanning. Gradual opening of fibers maintains quality intact.
- Fibers are saved from excessive stresses. The fibers contain fewer neps than with traditional blowroom systems. Fibers avoid length shortening. The yarn is higher quality, which has obvious consequences on operating behavior during subsequent handling.
Energy Efficiency of Rieter’s Blowroom Line
The VARIOline blowroom line by Rieter consumes approximately 40% less energy than solutions from other providers. Key energy-saving features include:
- High energy effectiveness drives in the bale opener UNIfloc A 12. This drive idea is built on torque-regulated servomotors. Energy depletion decreases through the machine’s in-built power recovery. The power-assisted brake, generated in the reversal of the take-off roller, feeds back into the electricity grid, making the A 12 exceptionally energy-efficient.
- The finest assortment and positioning of fans in the VARIOline ensures fiber material conveys in an effective, energy-efficient method.
- The Smartfeed utility is incorporated into the UNIcontrol system manager. Smartfeed maintains and enhances the flow of fiber, decreasing energy utilization.



