Nonwoven Meaning | Woven vs Nonwoven | Nonwoven Manufacturing Process
What is Nonwoven?
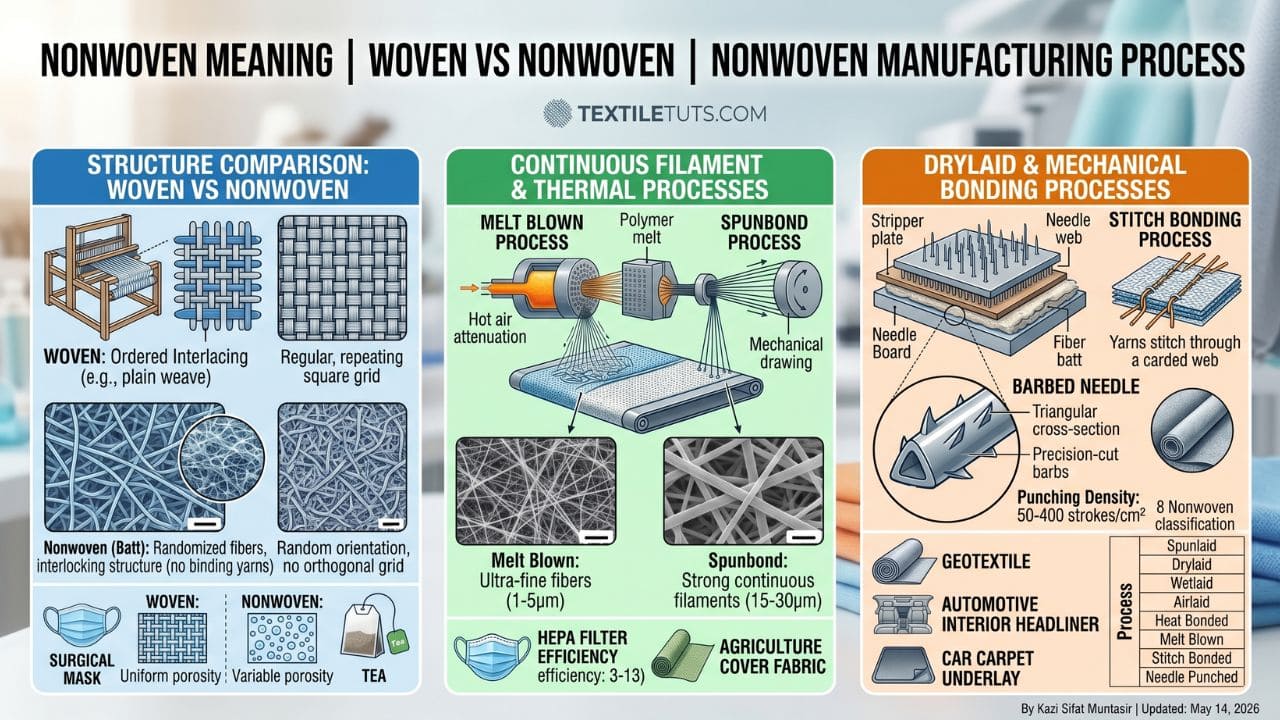
A nonwoven is a manufactured textile structure produced by the bonding or interlocking of fibers, or both, accomplished by mechanical, chemical, thermal, or solvent means and combinations thereof. The global nonwoven fabrics market exceeded 12 million tonnes in production volume in 2023, with continuous growth driven by demand in healthcare, filtration, and geotechnical applications.
What is Nonwoven Fabric?
No single definition of nonwoven is internationally agreed upon. The International Standards Organization (ISO) and the American Society for Testing Materials (ASTM) have provided two authoritative definitions.
“A manufactured sheet, web or batt of directionally or randomly orientated fibers, bonded by friction, and/or cohesion and/or adhesion, excluding paper and products which are woven, knitted, tufted, stitch-bonded incorporating binding yarns or filaments, or felted by wet-milling, whether or not additionally needled. The fibers may be of natural or man-made origin.”
Source: ISO 9092:1988 — Textiles — Nonwovens — Definition
The ISO definition is narrow in scope. The ASTM D1117-99 standard provides a complementary definition:
“A nonwoven is a textile structure produced by the bonding or interlocking of fibers, or both, accomplished by mechanical, chemical, thermal or solvent means and combinations thereof. The term does not include fabric or fabrics that are woven, knitted, or tufted.”
Source: ASTM D1117-99 — Standard Guide for Testing Nonwoven Fabrics
Examples of Nonwoven
The most common nonwoven products include surgical masks (filtering efficiency of 95% or higher for particles 0.3 microns), tea bags (typically weighing 10-20 g/m²), bath wipes (often spunlace nonwovens at 40-80 g/m²), wound dressings (hydrocolloid variants), and face cloths (usually spunlace at 30-60 g/m²).
Classification of Nonwoven Fabrics by Manufacturing Process
The nonwoven industry classifies fabrics into eight distinct types based on their manufacturing process. Each type produces fabrics with specific characteristics suited to different applications.
| Process Type | Key Characteristics | Common Applications |
|---|---|---|
| Spunlaid | Continuous filaments, high strength | Geotextiles, agriculture covers |
| Drylaid | Carded fibers, versatile | Hygiene products, wipes |
| Wetlaid | Short fibers, uniform thickness | Paper substitutes, filters |
| Airlaid | High bulk, soft texture | Feminine hygiene, tabletop |
| Heat Bonded | Thermoplastic fibers, self-bonding | Insulation, quilt batting |
| Melt Blown | Ultra-fine fibers, 1-5 micron diameter | Medical masks, filters |
| Stitch Bonded | Yarn stitching through web | roofing, composites |
| Needle Punched | Mechanical entanglement, durable | Automotive, filtration, geotextiles |
Key Advantages of Nonwoven Manufacturing
Nonwoven manufacturing delivers significant production advantages. The continuous process runs from raw materials to finished fabric without interruption, eliminating material handling requirements and reducing labor costs by 30-50% compared to woven fabric production.
Mass production with diverse fiber properties is possible across a wide range of basis weights (10-500 g/m²). The annual global production growth rate for nonwovens averages 6-8% year-over-year, with the melt-blown segment growing at rates up to 12% annually driven by filtration demand.
Manufacturing Process of Nonwoven
Multiple processes exist for manufacturing nonwovens, each producing distinct fabric characteristics. The melt-blown process produces ultra-fine fiber nonwovens suitable for filtration applications.
Melt Blown Process for Producing Melt Blown Nonwoven Fabric
The melt-blown process produces extremely fine fibers with diameters ranging from 1 to 5 microns. The process achieves fiber attenuation through high-velocity hot air streams rather than mechanical drawing.
Engineers introduced the melt-blown process in the 1950s, but commercial production accelerated in 1975 when Exxon commercialized the technology. The annual growth rate of melt-blown nonwovens has exceeded 10% since 2010.
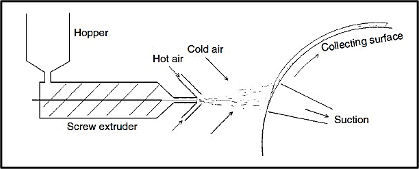
The extremely fine fiber diameter creates more fiber-to-fiber contact points, producing batt integrity exceeding 3 times that of spunbond fabrics at equivalent basis weights. This structure provides superior filtration efficiency.
Web and Batt: Foundation Terms
Understanding web and batt terminology is essential for nonwoven production. A web is a thin layer of loosely arranged fibers, typically 0.1-2 mm thick. A batt consists of multiple web layers stacked together, forming the foundation of the final nonwoven fabric.
The batt production stage (also called web formation) determines the final fabric’s均匀性, porosity, and mechanical properties. Operators control batt thickness through variables including feed rate (0.5-10 m/min), web layering (2-20 layers), and consolidation method.
Needle Punched Nonwoven
Needle punched nonwoven represents one of the most mechanically durable nonwoven constructions. The fabric achieves fiber bonding through mechanical entanglement rather than thermal, chemical, or adhesive methods, producing fabrics with tear strength exceeding 50 N and breaking tenacity of 200-500 N/5cm.
The bonding mechanism relies entirely on frictional forces and fiber entanglements. This mechanical needle felting process creates fabrics ranging from lightweight (50 g/m²) to heavyweight (1500 g/m²) constructions.
Manufacturing Process of Needle Punched Nonwoven
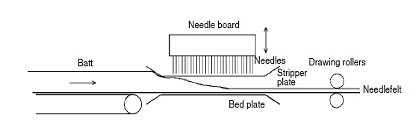
The needle punching process mechanically entangles fibers through repeated needle penetration. The process produces fabrics with distinct porous structures suitable for filtration and reinforcement applications.
- Operators place the fiber batt between two stationary metal plates: the bed plate (bottom) and stripper plate (top).
- Needle boards penetrate the batt at densities of 3,500-5,000 needles per linear meter of machine width.
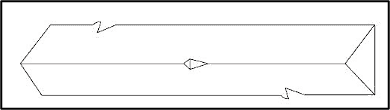
- Barbed needles (triangular cross-section with 3-12 barbs per edge) engage fibers during downward stroke.
- Needles carry individual fibers through the batt thickness, creating fiber loops on the opposite side.
- Loops lock into surrounding fibers during upward needle stroke, forming mechanical bonds.
- Punching density (needle strokes per square centimeter) ranges from 50-400 strokes/cm², controlling fabric density and porosity.
The needle loom performs all punching operations. Four main needle loom configurations exist, each producing distinct fabric characteristics.
| Needle Loom Type | Penetration Direction | Fabric Characteristics |
|---|---|---|
| Up-punch | Pushes fibers upward | Loose, bulky structure |
| Down-punch | Pushes fibers downward | Dense, smooth surface |
| Compound | Combines up and down strokes | Balanced properties |
| Double-punch | Simultaneous up and down from opposite boards | High density, fast production |
The barbed needle features a triangular cross-section with barbs precision-cut along all three edges. Standard barbed needles measure 75-120 mm in length with barb dimensions of 0.5-2.0 mm depending on fiber type and target fabric weight.
Critical Process Parameters
Six key parameters control needle punched nonwoven properties. These variables interact to produce fabrics meeting specific end-use requirements.
- Needle board fill: 100-500 needles per board width determines penetration density.
- Needle size: 18-42 gauge (1.2-0.65 mm shank diameter) controls fiber engagement.
- Stroke depth: 4-20 mm penetration depth affects fabric density.
- Punching density: 50-400 strokes/cm² determines porosity and permeability.
- Feed rate: 0.5-8 m/min controls fabric thickness and weight.
- Fiber type: Polyester (0.8-1.7 dtex), polypropylene (1.7-3.3 dtex), or blends determine fabric properties.
Web density correlates directly with feed rate. Higher feed rates (6-10 m/min) produce thick, dense webs with permeability below 1000 L/m²/s, suitable for heavy-duty filtration. Lower feed rates (0.5-2 m/min) create lighter, more permeable fabrics exceeding 5000 L/m²/s for air filtration applications.
Biomimetics in Nonwoven Manufacturing
Biomimetic innovations in textile design influence nonwoven manufacturing by replicating nature’s efficient fiber structures. Engineers study natural materials including spider silk (tensile strength 1.7 GPa), lotus leaves (hierarchical micro-nano structures with self-cleaning properties), and marine organism fiber arrangements to develop enhanced nonwoven constructions.
These biomimetic approaches produce nonwovens with improved durability, reduced material usage, and enhanced functionality. Applications include self-cleaning geotextiles, high-strength medical implants, and eco-friendly disposable products that decompose within 90 days under specific conditions.
Applications and Uses of Needle-Punched Nonwoven
Needle punched nonwoven fabrics deliver specific mechanical properties. These fabrics exhibit high breaking tenacity (200-500 N/5cm) and tear strength (50-150 N), but lower modulus and limited extension recovery compared to woven structures. These characteristics suit them for reinforcement applications requiring dimensional stability.
The filtration industry uses needle punched nonwovens extensively. Air filtration systems employ these fabrics with filtration efficiencies of 85-99.97% for particles 0.3 microns and larger. Liquid filtration applications achieve flow rates of 500-2000 L/m²/min at pressures below 2 bar.
- Geotextiles: Separation, filtration, and drainage in road construction, railway beds, and landfill systems. Typical gramages of 200-800 g/m².
- Fabric pots: Aeration and drainage in container gardening. Fabrics typically 100-300 g/m² with 80% porosity.
- Quilt backing: Thermal insulation and dimensional stability. Usually polyester needle punched at 70-120 g/m².
- Automotive interiors: Headliners, trunk liners, and floor carpets. Weight ranges 150-500 g/m².
- Carpet underlay: Both residential and commercial applications. Typical weight 400-800 g/m².
Nonwoven Fabric Properties for Geotextile Applications
Nonwoven fabric properties directly influence geotextile performance. Permeability coefficients (k) range from 10⁻³ to 10⁻¹ m/s for typical needle punched nonwovens, enabling effective water flow while retaining soil particles.
The types and properties of geotextiles include mechanical strength (grab strength 300-1000 N), endurance (UV resistance 500-2000 hours to 50% strength loss), and chemical resistance (pH range 2-12 tolerance). These specifications enable engineers to select appropriate nonwoven grades for specific civil engineering applications.
Frequently Asked Questions
1. What are the raw materials for nonwoven fabric production?
Three primary polymer types dominate nonwoven raw materials. Polypropylene accounts for approximately 63% of global nonwoven production due to its low cost (USD 1,000-1,200/tonne) and versatile processing characteristics. Polyester represents 23% of production with superior thermal stability. Polyethylene comprises 8% of production, primarily in packaging applications.
2. Where are nonwoven fabrics used?
Nonwoven fabrics serve diverse functional requirements. Medical applications include surgical drapes, gowns, and face masks (N95 respirators achieving 95% filtration efficiency). Hygiene products encompass diapers, feminine care items, and adult incontinence products. Industrial uses span air filters (MERV 8-16 ratings), liquid filters, and geotextiles. Consumer products include wet wipes, dryer sheets, and thermal insulation in potholders.
3. Are nonwoven fabrics environmentally friendly?
Environmental impact varies significantly by polymer type. Polypropylene nonwovens naturally decompose within 20-30 years in landfill conditions. Polyester requires 20-200 years for degradation. However, single-use nonwovens in specific applications replace heavier woven alternatives, reducing transportation emissions and laundry water consumption.
Emerging biodegradable alternatives include polylactic acid (PLA) nonwovens decomposing within 60-90 days in industrial composting conditions. The global nonwoven industry has reduced average production energy consumption by 25% since 2000 through process optimizations.
4. Are nonwovens washable and breathable?
Nonwovens offer excellent washability when constructed from durable fibers. Polyester needle punched nonwovens withstand 50+ industrial laundry cycles at 60-80°C with less than 5% dimensional change. These fabrics provide air permeability of 500-3000 L/m²/s, exceeding most woven fabric alternatives.
Breathability depends on fabric porosity and fiber type. Hydrophilic finishes enable moisture vapor transmission rates of 3000-5000 g/m²/day for hygiene applications.
5. What is the main advantage of nonwoven over woven fabrics?
Nonwoven fabrics provide homogeneous structure across the entire fabric area, enabling uniform filtration, absorption, and separation performance. Woven fabrics restrict flow through yarn interstices, reducing effective filtration area by 30-40% compared to nonwoven alternatives at equivalent permeability.
Production efficiency advantages include 40-60% lower manufacturing costs, production speeds 5-10 times faster than weaving, and raw material conversion rates exceeding 95% versus 75-85% for woven fabrics.
References
- ASTM International. (1999). ASTM D1117-99 — Standard Guide for Testing Nonwoven Fabrics. ASTM International.
- Horrocks, A.R. & Anand, S.C. (2000). Handbook of Technical Textiles. Elsevier Science.
- Wikipedia. (2024). Nonwoven Fabric — Types and Manufacturing. Wikimedia Foundation.
- ISO. (1988). ISO 9092:1988 — Textiles — Nonwovens — Definition. International Organization for Standardization.
- International Water Jet Technology Association. (2024). Nonwoven Fabric Standards and Technical Resources. IWTO.



