
Winding Speed Calculation and Package Density Measurements
Winding production speed for cotton yarn is calculated as: Winding Production Speed = {(Bobbin Surface Speed × Number of Spindles × 60 × 24 × Efficiency × 1.09) ÷ (840 × Count × 2.2046)} kg/day. For example, with a bobbin surface speed of 900 m/min, 990 spindles, 85% efficiency, and 40/1 Ne cotton yarn, the production output is approximately 16 tonnes per day. This formula accounts for the moisture regain adjustment constant (1.09) and converts the imperial count system (Ne) to a metric equivalent via the denominator factor (840 × 2.2046).
The textile industry widely recognizes the proverb “well-wound is half dyed” — and this remains as true today as it was decades ago. Any imperfection left in the soft wound package creates consequences that cannot be rectified during subsequent processing. Maintaining every winding parameter through precise and accurate measurement is therefore essential to production quality.
Key Winding Calculation Parameters at a Glance
| Parameter | Typical Value | Notes |
|---|---|---|
| Bobbin surface speed (cotton) | 700 – 900 m/min | Varies by yarn count and machine model |
| Filament winding speed | 400 – 800 m/min | Polyester filaments: 500 – 700 m/min typical |
| Ne to denier conversion | Ne = 5315 ÷ Denier | Use to unify count systems in formulas |
| Moisture regain constant | 1.09 | For cotton at 65% RH, 20°C |
| Winding efficiency (industry typical) | 80 – 90% | Accounts for doffing and bobbin changes |
Winding Speed Calculation
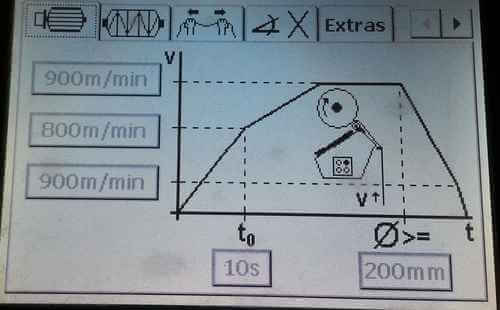
The winding production speed of a spindle depends on several key factors, with surface speed and yarn count being the most significant. The machine drive system adjusts spindle RPM continuously as package diameter increases, maintaining a constant surface speed throughout the winding cycle. Modern servo-controlled winding machines achieve this by measuring package diameter in real time and modulating rotational speed accordingly.
Setting the Surface Speed of the Package
Winding Production Speed Formula for Cotton Yarn
The formula for calculating soft winding production speed for cotton yarn (Ne count system) is:
Bobbin Surface Speed = 900 m/min
Total Number of Spindles = 990
Efficiency = 85% (typical industry operating efficiency)
Yarn Count = 40/1 Ne
Winding Production Speed = {(Bobbin Surface Speed × Number of Spindles × 60 × 24 × Efficiency × 1.09) ÷ (840 × Count × 2.2046)} kg/day
Substituting the values:
= {(900 × 990 × 60 × 24 × 0.85 × 1.09) ÷ (840 × 40 × 2.2046)} kg/day
= 16,047.84 kg/day
= 16.05 tonnes/day
The constant 1.09 in the formula accounts for the moisture regain adjustment typical for cotton yarn under standard atmospheric conditions (65% relative humidity, 20°C). The denominator factor 840 × 2.2046 converts the imperial count system (Ne) to a metric equivalent.
Winding Production for Filament Yarns (Denier Count)
For filament yarns measured in the denier count system, use the following formula directly or convert denier to Ne using the conversion:
Ne = 5315 ÷ Denier
For example, a 70-denier filament yarn converts to Ne = 5315 ÷ 70 = 75.9 Ne, which can then be substituted into the primary production formula.
Modern precision winding machines for filament yarns operate at surface speeds ranging from 400 to 800 m/min, depending on filament type and package application. For textile-grade polyester filaments, typical winding speeds fall between 500 and 700 m/min to balance productivity against yarn tension and package formation quality.
Package Density
Package density is the weight of wound yarn per unit volume. It is a critical quality parameter that determines whether the yarn package meets machine handling requirements and enables proper dye liquor penetration during subsequent processing. Industry standards specify package density ranges based on the intended end use of the wound yarn.
A package density that is too high restricts uniform dye liquor flow throughout the package cross-section, causing uneven dyeing and shade variation. A package density that is too low results in yarns loosening and shifting within the package due to differential pressure encountered in beam dyeing or jetted dyeing machines.
Industry Standard: Package density of 0.35 – 0.38 g/cm³ is preferable for most textile dyeing and weaving applications.
How to Calculate Package Density After Soft Winding
Package density is calculated using the following equation:

Given measurements:
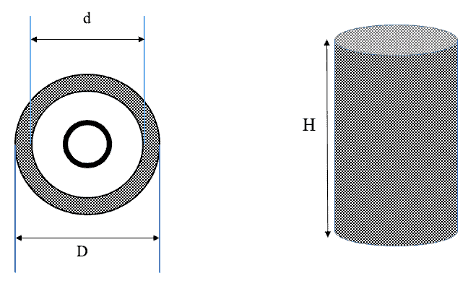
- Empty bobbin diameter (d) = 64 mm (6.4 cm)
- Full package diameter (D) = 155 mm (15.5 cm)
- Traverse length (h) = 150 mm (15 cm)
- Weight of yarn on package (M) = 900 g
Step 1 — Calculate the volume of yarn on the package:
V = {(πD²h ÷ 4) − (πd²h ÷ 4)} cm³
V = {(πh ÷ 4) × (D² − d²)} cm³
V = {(3.1416 × 15) ÷ 4} × (15.5² − 6.4²) cm³
V = 2,347.83 cm³
Step 2 — Calculate package density:
Package Density = M ÷ V
Package Density = 900 g ÷ 2,347.83 cm³
Package Density = 0.38 g/cm³
Result: 0.38 g/cm³ — falls within the preferred range of 0.35–0.38 g/cm³ for textile winding applications.
Typical Package Density Ranges by Application
| Application | Preferred Density (g/cm³) | Rationale |
|---|---|---|
| Beam dyeing | 0.35 – 0.38 | Allows uniform dye liquor penetration through the package |
| Jet dyeing | 0.33 – 0.37 | Lower density reduces pressure differential in high-speed fluid flow |
| Warp winding for weaving | 0.40 – 0.45 | Higher density provides dimensional stability and resistance to package collapse |
| Shuttleless loom weft | 0.38 – 0.42 | Moderate density enables smooth unwinding at high speeds without tangling |
Layer Density
Layer density measures the density of each individual wound layer within the package. This granular approach to density measurement identifies variations in yarn distribution across the package cross-section. Uneven layer density — where some layers exhibit higher or lower density than others — creates patterning problems that cause uneven dye liquor flow, resulting in barre or shading defects in the finished fabric.
Uniform layer density throughout the package ensures consistent unwinding tension, reliable yarn transfer during warping, and predictable performance in subsequent knitting or weaving operations.
How to Calculate Layer Density of a Soft Wound Package
Begin by numbering the wound layers from the inside (layer 1, adjacent to the empty bobbin) to the outside (layer 6). Consistent layer numbering — whether starting from the inside or outside — is essential for accurate density tracking across production batches.
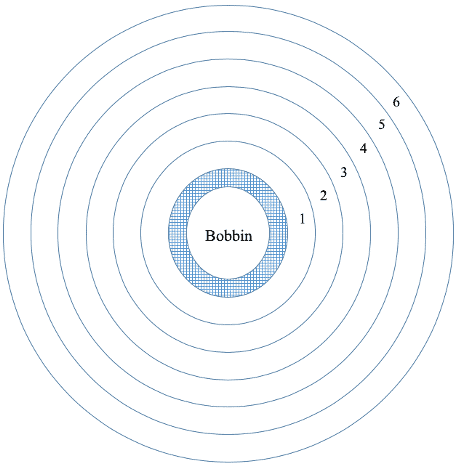
The example divides the package into six layers, though the number of layers may be adjusted based on package size and measurement requirements.
To calculate layer density, perform the following steps:
- Divide the total wound yarn length by the number of layers to determine the length per layer.
- Unwind each layer and record the bobbin diameter and package weight before and after unwinding.
- Calculate using the formula:
Layer Density = (Weight Before Unwinding − Weight After Unwinding) ÷ (Volume Before Unwinding − Volume After Unwinding)
The volume calculation for each layer uses the formula:
Layer Volume = {4 × (M1 − M2)} ÷ {π × H × (D² − d²)}
| Layer No. | Initial Dia. (cm) | Final Dia. (cm) | Initial Weight (g) | Final Weight (g) | Weight Difference (g) | Traverse (cm) | Density (g/cm³) |
|---|---|---|---|---|---|---|---|
| 6 | 15.3 | 14.2 | 893 | 742 | 151 | 15.1 | 0.392 |
| 5 | 14.2 | 12.9 | 742 | 590 | 152 | 15.1 | 0.364 |
| 4 | 12.9 | 11.6 | 590 | 435 | 155 | 15.1 | 0.410 |
| 3 | 11.6 | 10.1 | 435 | 283 | 152 | 15.1 | 0.394 |
| 2 | 10.1 | 8.3 | 283 | 130 | 153 | 15.1 | 0.390 |
| 1 | 8.3 | 6.5 | 130 | 0 | 130 | 15.1 | 0.411 |
The sample data demonstrates layer density variation between 0.364 and 0.411 g/cm³ across six layers. All measured layers fall within or near the preferred package density range of 0.35–0.38 g/cm³, with layer 5 at 0.364 g/cm³ marking the lowest density and layer 1 at 0.411 g/cm³ representing the highest. Acceptable layer density variation is typically ±10% from the target mean to ensure consistent dyeing performance.
Sample Layer Density Data Analysis
| Layer No. | Initial Dia. (cm) | Final Dia. (cm) | Initial Weight (g) | Final Weight (g) | Weight Difference (g) | Traverse (cm) | Density (g/cm³) |
|---|---|---|---|---|---|---|---|
| 6 | 15.3 | 14.2 | 893 | 742 | 151 | 15.1 | 0.392 |
| 5 | 14.2 | 12.9 | 742 | 590 | 152 | 15.1 | 0.364 |
| 4 | 12.9 | 11.6 | 590 | 435 | 155 | 15.1 | 0.410 |
| 3 | 11.6 | 10.1 | 435 | 283 | 152 | 15.1 | 0.394 |
| 2 | 10.1 | 8.3 | 283 | 130 | 153 | 15.1 | 0.390 |
| 1 | 8.3 | 6.5 | 130 | 0 | 130 | 15.1 | 0.411 |

Calculation of Wound Yarn Length
The required yarn length for each package must be calculated before winding begins, since yarn winding machines accept yarn length as the input parameter — not weight. This distinction is critical because yarn weight fluctuates with moisture content, whereas length remains constant under controlled atmospheric conditions.
Yarn Length Formula for Spun Yarn (Ne Count System)
Length (meters) = Count (Ne) × Weight of Yarn (grams) × 1.69
Example: For a 40 Ne yarn package weighing 900 grams:
Length = 40 × 900 × 1.69 = 60,840 meters
Yarn Length Formula for Filament Yarns (Denier Count System)
Length (meters) = (Weight of Yarn in grams × 9,000) ÷ Denier Count
Example: For a 70-denier filament yarn weighing 500 grams:
Length = (500 × 9,000) ÷ 70 = 64,286 meters
Quick Reference — Key Winding Parameters
| Parameter | Value / Range | Notes |
|---|---|---|
| Typical bobbin surface speed | 700 – 900 m/min | Varies by yarn type and machine model |
| Preferred package density | 0.35 – 0.38 g/cm³ | For beam dyeing and jet dyeing applications |
| Layer density variation tolerance | ±10% from target mean | Exceeded variation causes dyeing defects |
| Ne to denier conversion constant | 5,315 | Ne = 5315 ÷ denier |
| Typical winding efficiency | 80 – 90% | Accounts for doffing, doffing, and bobbin changes |
| Modern filament winding speed | 400 – 800 m/min | Depends on filament type and package application |
Frequently Asked Questions
Why is surface speed used instead of spindle RPM for production calculation?
Surface speed represents the linear velocity of yarn being wound onto the package per unit time. As the package diameter increases during winding, the same spindle RPM produces a progressively higher yarn length per revolution. Modern winding machines use servo motors to continuously reduce spindle RPM as package diameter grows, thereby maintaining a constant surface speed. Setting surface speed to 800 m/min means the machine winds 800 meters of yarn per minute regardless of how large the package has become.
For example, at the start of winding with a 64 mm empty bobbin, achieving 800 m/min surface speed requires approximately 3,984 RPM. Once the package reaches 155 mm diameter, the same 800 m/min surface speed requires only 1,645 RPM — a reduction of nearly 59% through the winding cycle.
Why do winding machines input length rather than weight?
Yarn weight varies with moisture content, which fluctuates based on relative humidity and atmospheric conditions. For spun yarns such as cotton, moisture regain can range from 6.5% to 12% depending on environmental conditions, causing the weight of the same package length to vary significantly. Entering length as the input parameter ensures that each package contains a consistent quantity of fiber, regardless of humidity-induced weight changes.
Using length-based input also enables accurate production planning in linear meters, which aligns with downstream process requirements in warping, knitting, and weaving operations where machine settings are defined by yarn length rather than weight.
What winding speed is recommended for cotton yarn on modern machines?
Modern precision winding machines for cotton yarn operate at surface speeds between 700 and 900 m/min. The specific speed depends on the yarn count being processed, with finer counts (higher Ne numbers) typically wound at the lower end of this range to minimize yarn tension and breakage. Coarser counts can accommodate higher winding speeds, with 20s Ne cotton yarn on a laboratory-scale precision winder operating at 500 m/min producing packages suitable for subsequent dyeing and weaving processes.
How does traverse ratio affect package quality?
The traverse ratio defines the number of coils laid on the package during a double traverse, expressed as a fraction where the denominator indicates how many double traverses occur before the yarn returns to the same radial position. Traverse ratios between 1:2 and 1:6 are common for soft winding applications. Lower denominator values (e.g., 1:2) increase the risk of ribbon formation, where adjacent yarn coils overlap and create a ridge that obstructs uniform dye liquor penetration. Higher denominator values (e.g., 1:5, 1:6) produce open wind structures with substantially separated wraps that facilitate efficient dye liquor flow during subsequent processing.
References
- Durur, G. Ö. (2016). Cross Winding of Yarn Packages. Research Journal of Textile and Apparel. https://www.semanticscholar.org/paper/Cross-winding-of-yarn-packages-Durur/b892e0486d0eacb658521b351866eb1464ef734a
- Kumar, A. & Ramakrishnan, G. (2016). Suitable Traverse Ratios for Step Precision Winding. Research Journal of Textile and Apparel, 20(2). https://link.springer.com/article/10.1186/s40691-016-0062-0
- Goswami, B. C., Anandjiwala, R. D., & Hall, D. M. (2004). Textile Sizing. Marcel Dekker. https://books.google.com/books?id=nuKwmfKHm1oC




