Understanding Different Types of Yarn Winding Technologies & Their Applications
What is Winding in Textile Manufacturing
Yarn winding is a textile manufacturing process that transfers yarn between storage forms using three principal technologies: non-precision (drum) winding, precision winding, and step-precision winding (also called Digicone, Hybrid, or Conotronic). Each method produces packages with distinct characteristics suited to different end-use requirements in knitting, weaving, and dyeing operations.
Yarn winding defects cause immediate production chain stoppage, resulting in significant downtime costs. Yarn dyeing plants require the most stringent package quality specifications.
Soft Winding vs. Hard Winding in Textile Processing
Yarn winding serves two primary purposes in textile manufacturing, each with distinct package requirements.
What is Soft Winding
Soft winding prepares yarn packages specifically for the yarn dyeing process. Package density, dimensions, and form must meet exact dyeing machine specifications. For example, input package density requirements vary significantly between machine manufacturers and models.

Two winding technologies dominate soft winding applications: precision winding and step-precision winding (also called Digicone or Hybrid winding). These methods produce packages with consistent layer-to-layer density essential for uniform dye liquor penetration during processing.
What is Hard Winding
Hard winding produces packages for fabric manufacturing machines such as weaving and knitting machines. Package requirements are less stringent than soft winding because the yarn does not require dye liquor circulation. The winding parameters for hard winding prioritize package stability and unwinding performance over dye penetration characteristics.
Cone and Cheese Package Specifications
Cone packages represent the preferred wound form for most subsequent textile processes. The conical shape prevents friction during high-speed unwinding and maintains consistent yarn tension throughout the delivery cycle.
Parameters Required to Specify Cone Packages
- Traverse Length
- Base Diameter
- Taper Angle — Standard industry tapers include 3°30′, 4°20′, 5°57′, and 9°15′

Parameters Required to Specify Cheese Packages
- Traverse Length
- Diameter

Non-precision winding (drum winding) represents the standard technology for hard winding applications, producing packages suited to subsequent winding machines in fabric formation processes.
Winding Terminology: Key Concepts for Textile Engineers
Three fundamental concepts govern all winding technology decisions in textile manufacturing. Understanding these terms is essential for selecting the correct winding method and diagnosing package defects.
Winding Angle, Crossing Angle, and Coil Angle
The winding angle describes the geometric relationship between the wound yarn and the bobbin axis. To visualize this angle, imagine a plane perpendicular to the bobbin’s central axis. The winding angle is the angle formed between the wound yarn and that perpendicular plane.
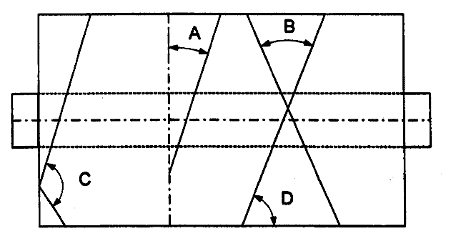
A = Winding Angle and B = Crossing Angle
The crossing angle equals twice the winding angle (the angle of wind). The coil angle differs from both: it is measured against a plane parallel to the bobbin rather than perpendicular to it.
Winding Ratio and Traverse Ratio
The winding ratio represents the number of rotations made by the yarn package during a single traverse of the yarn guide (one complete movement from one end to the other). Each complete double traverse deposits a number of coils equal to the traverse ratio on the package surface.
The traverse ratio (wind per double traverse) equals twice the winding ratio. A package with a winding ratio of 1.5 produces 3 coils per double traverse of the guide.

Two traverse ratio types govern package formation patterns:
Closed Traverse Ratio (Close Wind)
Closed traverse winding produces herringbone, honeycomb, or diamond surface patterns. Yarns are deposited with displacement equal to or slightly greater than the yarn diameter. This close spacing creates uniform package density but risks patterning faults if the ratio approaches a whole number.


Open Traverse Ratio (Open Wind)
Open traverse winding sets displacement at a minimum of 4 times the yarn diameter. This spacing prevents ribboning and ensures uniform dye liquor penetration throughout the package. Industry practice selects open wind traverse ratios for all dyeing applications.
Dyeing applications universally require open wind traverse ratios to ensure uniform chemical processing throughout the package.
Commonly Used Closed Winding Ratios
- 4.990
- 5.4950
- 5.3295
- 5.9990
Commonly Used Open Winding Ratios
- 4.6335
- 5.2900
- 6.4365
- 7.8715
Traverse Length
Traverse length is the linear distance the yarn feeding guide travels during a single traverse motion. Most winding applications maintain constant traverse length throughout package build-up. The exception is pineapple package winding (FADIS systems), where traverse length progressively decreases as the package diameter increases.
Patterning, Ribboning, and Picture Zones
Patterning (also called ribboning or picture zones) is a wound package defect where yarn coils occupy identical positions across consecutive traverse cycles. The resulting high-density zones obstruct uniform dye liquor circulation, causing inconsistent coloration in dyed yarn.
Why Patterning Occurs
When the traverse ratio equals a whole number (integer), the yarn guide returns to its exact starting position after each double traverse cycle. With zero angular displacement at cycle completion, subsequent yarn layers deposit on identical positions, creating ribboning faults.
Preventing patterning requires maintaining fractional winding ratios throughout package build-up. However, ratios of 0.25 and 0.5 also produce patterning susceptibility and must be avoided. Industry practice selects irrational or semi-irrational fractional ratios to ensure continuous positional displacement.
Three Principal Types of Yarn Winding Technology
Three winding principles govern all textile yarn package production: non-precision winding, precision winding, and step-precision winding. Each technology addresses specific limitations of the previous method, culminating in the step-precision system as the current industry standard for soft winding applications.
1. Non-Precision Winding (Drum Winding)
Non-precision winding is the oldest winding technology still in industrial use. A grooved drum rotating at constant RPM drives the package through surface friction contact. The drum grooves provide the traverse motion that distributes yarn along the package axis.

Initial package and drum RPM match exactly. However, as package diameter increases during build-up, the package RPM decreases while drum RPM remains constant. This RPM differential causes the winding ratio to decrease progressively, inevitably reaching an integer value at some build stage.
The winding ratio decrease inevitably produces patterning at intermediate build stages. This intermittent patterning remains a fundamental limitation of non-precision winding technology in dyeing applications.
Non-Precision Winding: Pros and Cons
| Aspect | Rating | Notes |
|---|---|---|
| Package Density | Good | Even density except at patterning zones |
| Package Stability | Good | Stable packages suitable for large formats |
| Patterning Resistance | Poor | Intermittent patterning occurs during build-up |
| Yarn Suitability | Limited | Primarily suited to spun yarns; not recommended for filaments |
| Dyeing Performance | Poor | High-density patterning zones obstruct dye liquor circulation |
2. Precision Winding
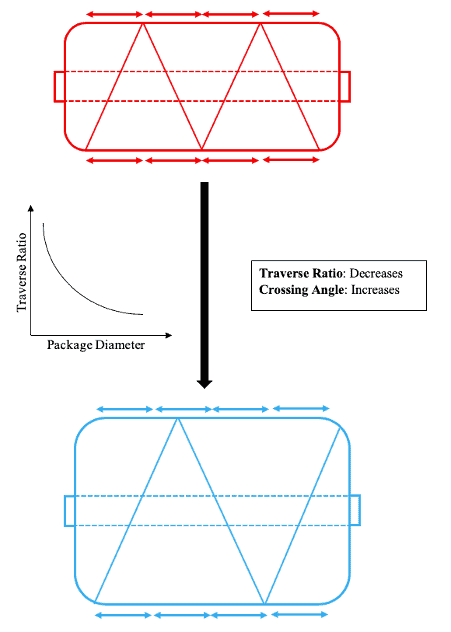
Precision winding eliminates patterning by maintaining a constant winding ratio throughout package build-up. The spindle RPM varies as the package diameter increases, ensuring the yarn guide deposits an identical number of coils during each single traverse regardless of build stage.
However, this constant winding ratio causes a progressive winding angle decrease as package diameter increases. Yarns progressively compress closer together, increasing outer layer density. This density increase creates processing problems for synthetic hydrophobic yarns, particularly polyester filaments.
Precision Winding: Pros and Cons
| Aspect | Rating | Notes |
|---|---|---|
| Patterning | None | Zero patterning — winding ratio stays constant |
| Unwinding | Excellent | Consistent unwind tension throughout package life |
| Filament Suitability | Limited | Hydrophobic filaments trap air between increasingly compressed layers |
| Package Size | Small to Medium | Large packages become structurally fragile |
| Outer Layer Density | High | Winding angle decrease compresses outer yarn layers |
3. Step-Precision Winding (Digicone / Hybrid / Conotronic)
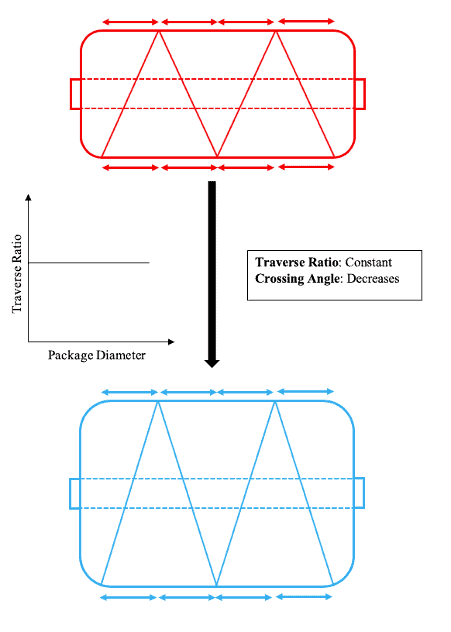
Step-precision winding represents the current industry standard for soft winding applications. This technology combines the constant winding ratio advantage of precision winding with controlled crossing angle preservation throughout package build-up.
The winding process begins at a preset crossing angle value. As package diameter increases, the winding angle decreases. When the crossing angle deviation from the preset value exceeds the acceptable threshold, the machine automatically switches to a lower traverse ratio. This step reduction restores the crossing angle to the target range.
For example, a package wound with a 14° crossing angle preset begins winding at that angle. As diameter increases, the crossing angle decreases. At the threshold deviation point, the traverse ratio drops in discrete steps, maintaining the crossing angle within ±2° of the 14° target throughout the remaining build cycle.


Because the traverse ratio changes in discrete steps to maintain crossing angle within a narrow band, this technology is universally called step-precision winding. SSM (Swiss) markets this technology as Digicone; FADIS (Italian) calls it Conotronic.
Step-precision winding is the definitive choice for dyeing applications requiring maximum package quality and uniform processing characteristics.
Step-Precision Winding: Pros and Cons
| Aspect | Rating | Notes |
|---|---|---|
| Patterning | None | Traverse ratio steps prevent integer ratio formation |
| Density Uniformity | Excellent | Layer-to-layer density remains nearly constant throughout |
| Filament Suitability | Excellent | Constant crossing angle maintains adequate inter-yarn spacing |
| Spun Yarn Suitability | Excellent | Suitable for all yarn types including blends |
| Package Size | All Sizes | Maintains structural integrity across full build range |
Winding Technology Comparison: Random vs. Precision vs. Step-Precision
| Property | Random (Drum) Winding | Precision Winding | Step-Precision (Hybrid) Winding |
|---|---|---|---|
| Crossing Angle | Constant | Decreases with diameter | Maintained within ±2° of target |
| Winding Ratio | Decreases during build-up | Constant throughout | Steps down in controlled increments |
| Package Density | High at patterning zones | Gradually increases outward | Nearly uniform layer-to-layer |
| Patterning Risk | Intermittent faults occur | None | None |
| Mechanism Complexity | Simple | Moderate | High — requires CNC control |
| Filament Yarn Suitability | Not suitable | Limited | Excellent |
Winding Technique Selection Criteria for Textile Operations
Two primary factors determine the correct winding technology selection for a given textile operation: the type of yarn being processed and the yarn count (linear density) specification.
Yarn Type Considerations
Synthetic filament yarns — particularly polyester — demand step-precision winding for dyeing applications. The hydrophobic nature of synthetic filaments means reduced inter-yarn spacing traps air between compressed yarn layers, preventing aqueous dye liquor from circulating uniformly through the package.
Step-precision winding maintains adequate angular spacing between adjacent filaments throughout the package build cycle, ensuring uniform dye penetration. Precision winding alone produces excessive filament compression in outer package layers, creating dye circulation barriers in polyester and nylon filament yarns.
Yarn Count Considerations
Coarser yarns occupy more package volume per unit length, meaning fewer wraps per traverse layer. Wet-processing yarns that exhibit shrinkage during dyeing increase effective diameter post-treatment, further restricting liquor circulation.
Operations processing yarn coarser than 18/1 Ne or double-ply yarn structures must use step-precision winding to accommodate the increased post-shrinkage diameter. Standard precision winding is unsuitable for these coarse count ranges in dyeing applications.
For small-scale or home-based winding applications, a quality ball winder provides acceptable precision winding capability for non-dyeing yarn preparation.
Common Defects in Soft Wound Yarn Packages
Five primary defects affect soft wound yarn packages produced using precision and step-precision winding technologies:
- Bulging — Localized radial expansion of the package at intermediate build stages due to uneven yarn distribution
- Hard Edges — Elevated edge density caused by extended yarn dwell time at traverse reversal points
- Cross-Threading — Incorrect yarn wrapping sequence that causes entanglement during unwinding
- Sloughing Off — Complete yarn package collapse due to insufficient core adhesion or excessive package weight
- Cauliflower Effect — Localized density irregularities resembling cauliflower florets, caused by irregular traverse reversal timing
What Are Hard Edges?
Hard edges develop in drum-wound packages when yarn dwell time at traverse reversal points exceeds normal duration. The yarn guide slows and reverses direction at package edges, depositing additional yarn at these reversal positions. The accumulated excess creates a dense, rigid edge zone with significantly higher package density than the body.
Frequently Asked Questions About Yarn Winding
Summary: Yarn Winding Technology for Textile Professionals
Understanding the three winding technologies — non-precision, precision, and step-precision — enables textile professionals to select appropriate winding methods for specific yarn types and end-use applications. Yarn dyeing operations universally require step-precision winding to ensure uniform dye liquor penetration through consistent package density.
Non-precision drum winding remains suitable for hard winding applications where dyeing uniformity is not a concern. Precision winding serves fine count spun yarn applications effectively but produces excessive outer-layer density for hydrophobic filament yarns. Step-precision winding technology, regardless of its manufacturer brand name, represents the current state of the art for soft winding applications demanding maximum package quality.
References
- Durur, G. & Tugberk, K. Cross Winding of Yarn Packages. Textile Research Journal. https://www.semanticscholar.org/paper/Cross-winding-of-yarn-packages-Durur/b892e0486d0eacb658521b351866eb1464ef734a
- IIT Madras. Patterning in Wound Packages — NPTEL Textile Engineering Course. https://nptel.ac.in/courses/116/102/116102005/
- Tugberk, K. Suitable Traverse Ratios for Step Precision Winding. Science of The Total Environment. https://link.springer.com/article/10.1186/s40691-016-0062-0
- Textile Research Institute. Studies on Reverse Tension Mechanism of Cheese Dyeing. ResearchGate. https://www.researchgate.net/publication/315071732_Studies_On_Reverse_Tension_Mechanism_Of_Cheese_Dyeing
- Goswami, B. C., Anandjiwala, R. D. & Hall, D. (2004). Textile Sizing. Marcel Dekker, Inc.
- International Organization for Standardization. ISO 5239:1980(en) — Textile machinery and accessories — Winding — Basic terms. https://www.iso.org/obp/ui/fr/#iso:std:iso:5239:ed-1:v1:en




