Outlier Bobbins: Causes & Possible Solutions
What is Outlier Bobbin in Textile Manufacturing?
An outlier bobbin is a yarn package that exceeds one or more quality thresholds due to defective or damaged production equipment, bobbin mixing during the spinning procedure, or contaminated raw material. These quality deviations cause visible fabric defects—dropped stitches, thin places, uneven texture—rendering textiles unsellable or requiring costly reprocessing. Ring spinning factories operating approximately 30,000 spindles around the clock can produce up to 20 tons of yarn daily, generating tens of thousands of bobbins, making outlier identification and removal essential for maintaining fabric quality and reducing material waste.
Even with rigorous quality control, a small percentage of bobbins fall outside acceptable statistical limits and require removal before further processing. When yarn from an outlier bobbin enters weaving or knitting, imperfections become visible to the naked eye in grey fabric or after dyeing, resulting in financial losses from material waste, labor costs for rework, and potential customer rejections.
How Outlier Bobbin Generates in Ring Spinning
A modern ring spinning factory operates approximately 30,000 ring spinning positions functioning continuously, 24 hours per day, 7 days a week. Daily production reaches up to 20 metric tons of yarn, depending on the average yarn count being produced. With this scale of production across carding, drawing, combing, simplex, and winding machines, the statistical probability of equipment degradation creating quality deviations is substantial.
Damaged or malfunctioning machine components including carding clothing and wires, draw frame rollers, plastic or metal travelers, and ring spindles directly cause the generation of outlier bobbins. A typical ring spinning factory possesses 25,000 to 100,000 ring spindles across carding machines for nep removal and fiber individualization, drawing frames for hook straightening and sliver evenness improvement, combers for short fiber removal, simplex machines for roving production, and winding machines for cone package processing.
When a single yarn thread exceeds acceptance limits during weaving or knitting, it can cause the entire fabric section to be classified as defective. For this reason, quality-conscious spinning mills maintain systematic protocols to identify those bobbins and exclude them from further processing. The detection occurs at the winding machine, which serves as the final quality gate before yarn enters the fabric formation stage.
Primary Causes of Outlier Bobbins
Spinning factories produce outlier bobbins daily due to the enormous number of production positions operating simultaneously. The three root causes are:
- Defective or Damaged Equipment — Carding clothing, draw frame rollers, travelers, and ring spindles that malfunction or wear unevenly create quality deviations in the yarn.
- Bobbin Mixing During Spinning — Accidental mixing of bobbins during the progression from roving to finished package introduces quality variability that exceeds acceptance thresholds.
- Contaminated Raw Material — Foreign fibers, debris, or inconsistent fiber batches entering the production process generate imperfections that persist throughout the entire bobbin.
In a typical spinning factory with 26 ring spinning frames, 25 frames routinely deliver unidentifiable outlier bobbins to the testing laboratory via winding machines. When factory documentation tracks which bobbins were processed on which winding frames, quality teams can trace problems back to specific ring frames with precision. Factories implementing link methods find back-tracing of outliers to source ring frames straightforward, while those with separate winding machines depend on mill management protocols.
How to Overcome and Control Outlier Bobbins
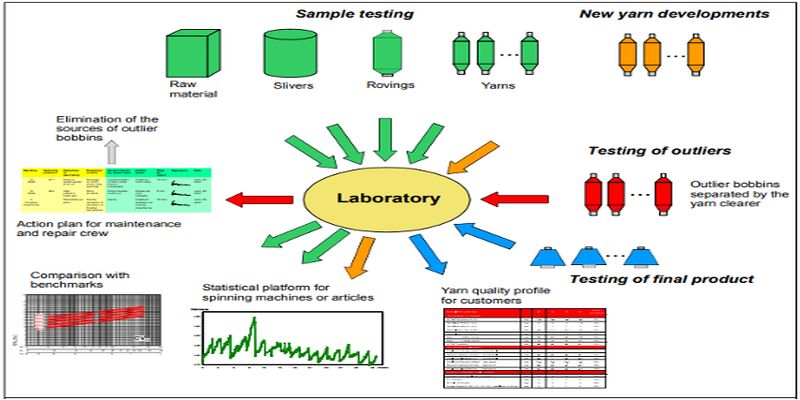
Effective outlier bobbin management requires combining on-line monitoring and off-line testing methods. This dual approach provides comprehensive quality assurance by catching deviations at multiple stages of production. The integration of these methodologies enables spinning mills to maintain consistent yarn quality while minimizing the financial impact of fabric defects.
| Aspect | Off-Line Testing Methods | On-Line Monitoring Methods |
|---|---|---|
| Scope | Sample-based laboratory analysis | 100% continuous inspection of every bobbin |
| Speed | Results available after batch processing | Real-time detection during winding |
| Primary Use | Benchmark comparison against standards | Detection and elimination of yarn faults |
| Data Type | Interlaboratory and benchmark comparison | Enormous statistical data from continuous monitoring |
| Key Benefit | High reproducibility and accuracy | Sound statistical platform with trend analysis |
Off-Line Quality Testing Methods
- Sample Testing — Laboratory analysis of representative bobbin samples against established benchmarks
- High Reproducibility — Consistent results across multiple test iterations and operators
- High Accuracy — Precise measurement of yarn quality parameters using calibrated instruments
- Interlaboratory Comparison — Quality verification against external laboratory standards
- Benchmark Comparison — Evaluation against international textile standards and specifications
On-Line Monitoring Methods
- 100% Monitoring — Continuous inspection of every bobbin during winding operations
- Detection and Elimination of Seldom-occurring Events — Identification of random yarn faults requiring yarn eye clearer intervention
- Enormous Amount of Data — Statistical processing of quality data from continuous monitoring
- Sound Statistical Platform — Data analysis using established statistical process control methods
- Trend Analysis — Pattern recognition to predict and prevent quality degradation
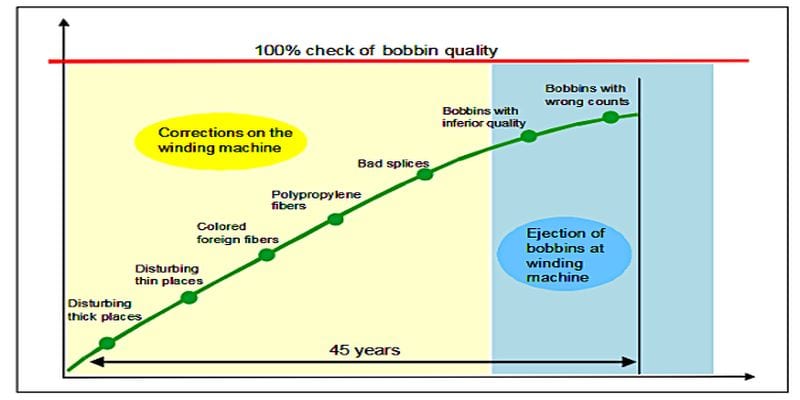
When implementing on-line methods to monitor 100% of all bobbins, quality teams must differentiate between two categories of yarn faults. The first category includes infrequent or randomly occurring yarn faults present in fabric that yarn eye clearers on winding frames can detect and remove. The second category comprises degradation of bobbin quality features that significantly reduce fabric quality and trigger complete bobbin rejection.
The number of cuts per 100 kilometers of yarn processed on winding frames ranges between 10 and 70, depending on the yarn type and processing conditions. Yarn eye clearers on winding frames remove alarming faults by splicing cut points, maintaining yarn continuity while eliminating defective sections. This automatic correction process ensures fabric quality while maximizing material utilization.
Yarn Quality Parameters Detected by Modern Yarn Clearers
| Quality Parameter | Measurement Unit | Typical Threshold Range |
|---|---|---|
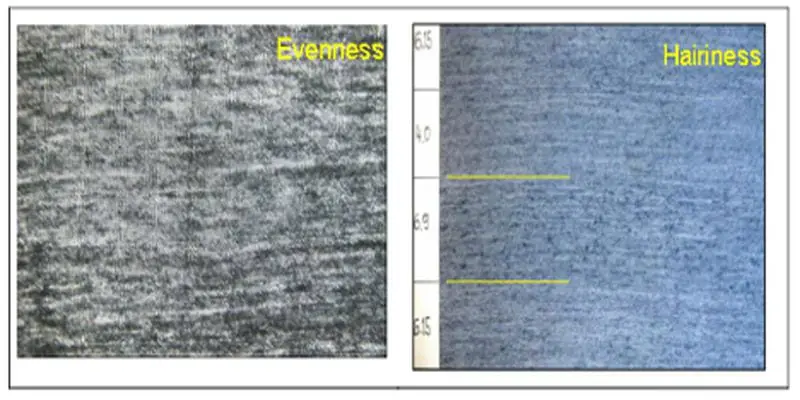
| Irregularities/Unevenness (U%) | Percentage (%) | 1.5 – 3.5% |
| Repeated Thin Places | Count per kilometer | 50 – 200 |
| Repeated Thick Places | Count per kilometer | 100 – 500 |
| Regular Neps | Count per kilometer | 200 – 800 |
| Irregular Neps | Count per kilometer | 100 – 400 |
| Yarn Hairiness (H) | Index Value | 4.0 – 8.0 |
| Periodic Faults | Modes per minute | 1 – 5 |
| Cut Rate | Cuts per 100 km | 10 – 70 |
Remedies for Outlier Bobbins in Textile Production
Bobbin quality issues requiring bobbin rejection at the winding machine include excessive irregularities, elevated thick or thin place counts, extreme hairiness levels, periodic faults, and abnormal cut rates. These quality deficiencies exist throughout the entire bobbin, making the yarn package unsuitable for premium fabric production. The winding machine serves as the final quality checkpoint before yarn enters fabric formation.
Modern yarn eye clearers detect irregularities, thick-thin places, hairiness, neps, and other quality variations, enabling isolation of bobbins with extreme quality deviations. Historical data shows that alarming faults can be modified directly at the winding frame since they represent random occurring incidents. Bobbins with below-average quality characteristics require separation from production lots at the winding frame to prevent fabric quality degradation.
Dedicated Maintenance Team for Outlier Prevention
Efficient spinning factories maintain dedicated maintenance departments with repair teams that progressively restore outlier levels among production equipment. The repair workflow requires collaboration between laboratory staff and maintenance personnel. Laboratory teams conduct systematic quality investigations and prepare findings for the repair squad on order sheets, with the goal of returning outlier bobbins to normal statistical distribution.
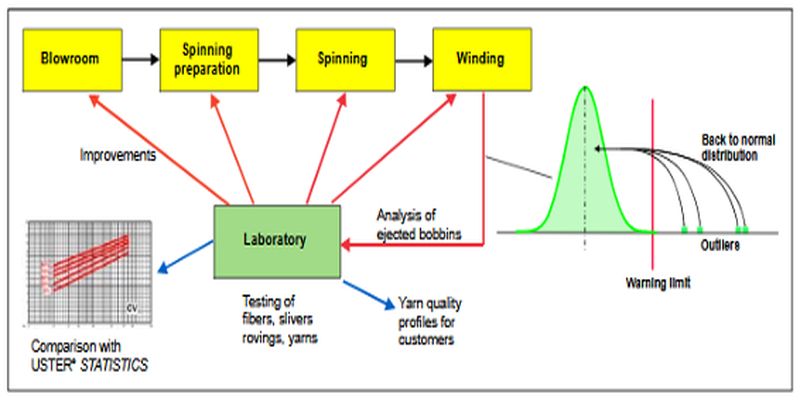
Laboratory staff label bobbins from different spinning frames to identify manufacturing positions where ejected bobbins originated. Ejected bobbins undergo transport to the yarn quality laboratory for comprehensive assessment. Findings documented on order sheets guide the repair squad in addressing root causes. Winding frame operating speeds reach up to 1,600 meters per minute, making optimal yarn monitoring essential for minimizing cuts and maximizing quality.
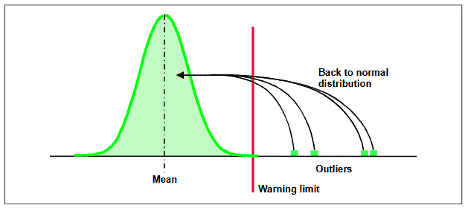
Statistical Process Control Using Bell Curve Analysis
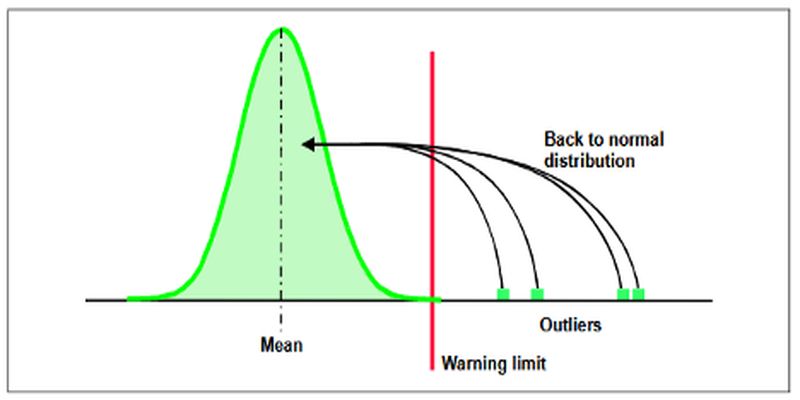
Quality characteristics including unevenness, imperfections such as thick places, thin places, and neps, along with hairiness levels follow a natural distribution pattern representable by a bell curve. Outlier bobbins possess quality characteristics that fall significantly beyond normal statistical boundaries. Quality teams establish warning limits to distinguish the boundary between regular and outlier bobbins, enabling systematic identification and removal of statistical anomalies.
Final Thoughts on Outlier Bobbin Management
Modern spinning mills implement comprehensive quality administration frameworks based on sample testing protocols. While these systems effectively identify and remove outlier bobbins, achieving complete elimination may require one year or more of sustained effort. The investment in quality infrastructure pays dividends through reduced fabric defects, improved customer satisfaction, and higher overall equipment effectiveness.
Frequently Asked Questions
1. What are the primary causes of outlier bobbins in ring spinning?
The three primary causes of outlier bobbins are defective or damaged production equipment (carding clothing, draw frame rollers, travelers, and ring spindles), bobbin mixing during the spinning procedure, and contaminated raw material. These factors create yarn packages with quality characteristics that fall significantly outside normal statistical distributions, making them detectable at the winding machine quality gate.
2. Why is it important to identify outlier bobbins in textile manufacturing?
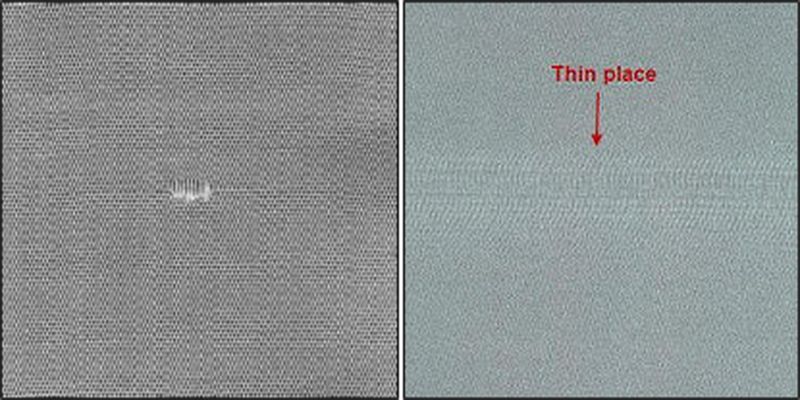
Outlier bobbins are yarn packages that have exceeded quality thresholds or acceptance limits. When outlier bobbins enter the weaving or knitting process, they generate multiple visible defects in grey fabric, including dropped stitches, thin places, and uneven texture. These imperfections remain visible after dyeing and printing processes, resulting in fabric that fails quality specifications and requires reprocessing or downgrading.
3. Is it possible to manufacture completely outlier-free bobbins in ring spinning?
Despite proper equipment maintenance, achieving 100% outlier-free bobbin production remains practically impossible in ring spinning operations. The enormous number of simultaneous production positions, typically numbering 25,000 to 100,000 spindles, creates statistical inevitability that some equipment will experience degradation during any given production period. The probability of at least a minimal fraction of outliers being produced remains extremely high across all shift configurations.
4. What is the role of the winding machine in identifying outlier bobbins?
The winding machine serves as the final quality control checkpoint in the spinning process. Electronic yarn clearer devices mounted on winding machines detect quality parameter faults including unevenness, thick places, thin places, neps, hairiness, and mass variations. By measuring these parameters against established thresholds, winding machines isolate outlier bobbins and separate them from regular production bobbins before yarn enters fabric formation.
5. What yarn quality parameters do modern yarn clearers measure?
Modern yarn clearers measure multiple parameters: unevenness percentage (typically 1.5–3.5% for standard cotton yarns), repeated thin and thick places per kilometer, regular and irregular nep counts, yarn hairiness index (4.0–8.0 for cotton), periodic faults in modes per minute, and cut rate per 100 kilometers of processed yarn. These measurements enable precise classification of bobbin quality and systematic outlier identification.
6. How do spinning factories trace outlier bobbins back to their source?
Factories using linked production methods track bobbin processing through interconnected systems, enabling straightforward back-tracing of outliers to specific ring frames. Bobbins processed on identified winding frames can be correlated with specific ring frame sources. Quality laboratories receive ejected bobbins with labeling that identifies their manufacturing origin, enabling targeted equipment maintenance and process optimization.
References
- Uster Technologies. (2023). Yarn Testing and Quality Assurance Solutions for Textile Manufacturing. Uster Technologies AG.
- International Organization for Standardization. (1999). ISO 3090:1999 — Textiles — Yarn Faults — Vocabulary. ISO.
- American Society for Testing and Materials. (2021). ASTM D3876 — Standard Specification for Polypropylene Filament Yarns. ASTM International.
- Rieter. (2022). Fundamentals of Ring Spinning — Machine Components and Process Optimization. Rieter Machine Works Ltd.
- Textile Exchange. (2023). Content Statement on Textile Manufacturing Quality Standards. Textile Exchange.
- International Cotton Advisory Committee. (2023). Technical Publications on Cotton Yarn Quality Standards. ICAC.



