Blending of Cotton-Polyester Fibre to Produce PC/CVC Yarn
The blending of cotton-polyester fibre combines cotton’s softness and moisture absorbency with polyester’s strength and wrinkle resistance into a single, high-performance yarn. By merging these two fibres—typically in ratios like 65/35, 60/40, or 50/50—manufacturers produce fabrics used in everything from workwear and shirting to home textiles, achieving a balance of comfort, durability, and cost efficiency that neither fibre alone can deliver.
The two primary commercial classifications for cotton-polyester blended yarn are CVC (Chief Value of Cotton) and PC (Polyester Cotton). CVC yarn contains more than 50% cotton, prioritizing comfort, while PC yarn contains more than 50% polyester, prioritizing durability. Understanding these classifications and the methods used to produce them is essential for textile buyers, manufacturers, and product developers selecting the right material for their specific end-use requirements.
Common Polyester-Cotton Blend Ratios
| Blend Ratio (Polyester/Cotton) | CVC or PC Classification | Key Fabric Characteristics | Typical End Uses |
|---|---|---|---|
| 65/35 (Polyester/Cotton) | PC Yarn | High durability, wrinkle resistant, dimensional stability | Workwear, industrial textiles, uniforms |
| 60/40 (Polyester/Cotton) | PC Yarn | Balanced durability and comfort, easy care | Workwear, sportswear, shirting |
| 50/50 (Polyester/Cotton) | CVC or PC Yarn | Equal balance of comfort and strength | General apparel, home textiles |
| 40/60 (Polyester/Cotton) | CVC Yarn | High comfort, moisture absorbent, softer hand feel | Premium shirting, loungewear, intimates |
| 35/65 (Polyester/Cotton) | CVC Yarn | Maximum comfort, cotton-dominant properties | Luxury apparel, high-end home textiles |
The Necessity of Fibre Blending in Textile Manufacturing
The primary reason for fibre blending is to combine the advantageous properties of different fibres into a single textile. Polyester provides high abrasion resistance, dimensional stability, and wrinkle resistance, while cotton delivers moisture absorbency, breathability, and a soft tactile feel against the skin. A polyester/cotton blend delivers a balanced combination of both fibres, making it suitable for applications ranging from suiting and shirting to workwear and home textiles. Blending also enables manufacturers to reduce raw material costs while maintaining acceptable performance standards.
The most common polyester-cotton blend ratios in commercial production are 65/35, 60/40, and 50/50. These ratios determine the fabric’s final characteristics: a higher polyester content improves durability and wrinkle resistance, while a higher cotton content enhances comfort and moisture management. The 65/35 polyester-cotton blend has become an industry standard for workwear and industrial textiles due to its optimal balance of toughness and wearability.
Understanding CVC Yarn: Chief Value of Cotton
In a cotton-polyester blended yarn, when the cotton fibre content exceeds the polyester fibre content, the resulting yarn is classified as CVC yarn. CVC stands for Chief Value of Cotton, meaning the cotton component always constitutes more than 50% of the total fibre composition. This classification is critical for textile buyers and manufacturers as it determines the yarn’s end-use performance characteristics.
For example, a 30 s/1 Ne (60/40) CVC Yarn indicates a 30 count single-ply cotton-polyester blended yarn with a cotton-to-polyester ratio of 60 to 40. The “s/1” denotes single ply, and “Ne” refers to the English cotton count system, where a higher count number indicates a finer yarn. In this specification, the cotton fibre provides softness and moisture absorbency while the 40% polyester component adds tensile strength and reduces shrinkage.
PC Yarn: Polyester-Dominant Blends
A cotton-polyester blended yarn where the polyester fibre exceeds the cotton fibre is classified as PC yarn. PC stands for Polyester Cotton, and the classification applies to any blend where polyester constitutes more than 50% of the fibre content. PC yarns are preferred for applications requiring high durability, dimensional stability, and minimal ironing maintenance.
For instance, a 30 s/1 (60/40) Ne PC Yarn specifies a 30 count single-ply cotton-polyester blended yarn with a polyester-to-cotton ratio of 60 to 40. This configuration produces a stronger, more wrinkle-resistant fabric suitable for workwear, sportswear, and industrial applications where cotton alone would wear faster. A key relationship exists between CVC and PC yarns: every CVC yarn technically qualifies as a PC yarn, but not every PC yarn meets the CVC classification.
Blending Processes for Cotton-Polyester Fibre
To produce CVC or PC yarn, manufacturers must blend the fibres before they reach the ring frame machine, where the actual spinning into yarn occurs. The blending process can be accomplished through two primary methods, each with distinct advantages and process parameters.
Fibre Blending in the Blowroom

According to the required blending ratio of cotton and polyester fibre in the final yarn, manufacturers prepare the laydown in the blowroom by arranging cotton and polyester bales in precise proportions using bale management software. This initial configuration determines the baseline fibre ratio before any processing begins. The total blowroom line speed typically ranges from 250 to 800 metres per minute depending on the machine configuration and raw material quality.
The fibre stock passes consecutively through a fibre plucker machine—the most widely used models being the Uniflock (manufactured by Rieter) or the Blendomat (by Trützschler). These machines open and individualize the fibre tufts from the bales, ensuring that cotton and polyester are progressively separated and prepared for mixing. The Uniflock operates at production rates of 600 to 1,200 kg per hour depending on the material and machine settings.
Homogenous blending of the fibres occurs in a dedicated mixing machine, with the Unimix (Rieter) and Multimixer (Trützschler) being the industry standard options. These machines ensure that each section of the fibre web contains an identical mixture of cotton and polyester in the target ratio. From this fibre blending method, manufacturers obtain uniformly blended card slivers, which then proceed through the standard spinning flow—carding, drawing, roving, and ring frame spinning—to produce the finished blended yarn.
Sliver Blending in the Draw Frame
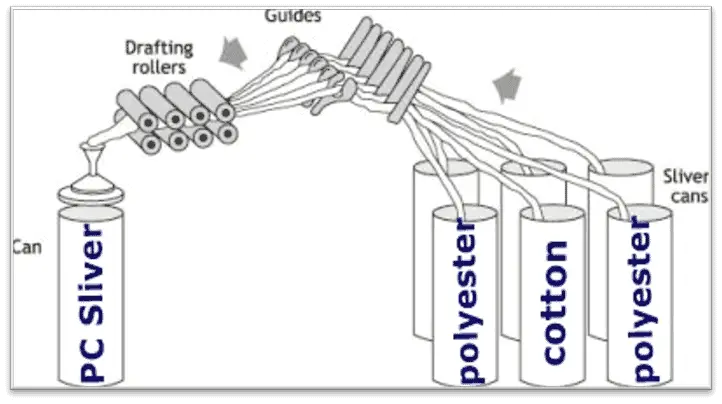
In the sliver blending process, cotton fibres and polyester fibres are processed through entirely separate machines from the blowroom through to the carding stage. Each fibre type passes through its own blowroom line and carding machine, producing independent card slivers. This separation ensures that each fibre type achieves optimal cleaning and carding without interference from the other.
The polyester carded slivers then pass through one phase of draw frame processing—known as the pre-pass phase—to bring the sliver hank to an optimum linear density before blending. This pre-pass typically involves a 6-over-6 drafting arrangement at speeds of 400 to 600 metres per minute, ensuring uniform sliver thickness. The cotton sliver follows a parallel preparation path.
The actual blending occurs at the breaker draw frame, where the cotton and polyester slivers are combined according to the required blended ratio. The draw frame doubles, drafts, and blends the slivers simultaneously through a 4-over-4 or 6-over-6 drafting system, producing a homogeneous blended sliver with precise fibre ratio control. This method provides superior blend uniformity compared to fibre blending because each sliver’s weight can be individually monitored and adjusted. After the breaker draw frame, the standard ring spinning process produces the finished blended yarn.
Fibre Blending vs. Sliver Blending: A Comparative Analysis
| Parameter | Fibre Blending (Blowroom) | Sliver Blending (Draw Frame) |
|---|---|---|
| Ratio Precision Tolerance | ±3% | ±1% |
| Blend Uniformity | Good | Superior |
| Yarn Evenness (Uster Index) | Baseline | 5-8% better than fibre blending |
| Equipment Cost | Lower (single processing line) | Higher (separate lines for each fibre) |
| Floor Space Required | Less | More |
| Ideal For | Standard workwear, industrial fabrics, cost-optimized production | High-value fashion, technical textiles, colour-critical applications |
After extensive industry testing and production experience, sliver blending has proven superior to fibre blending in several key performance areas. The primary advantage lies in ratio precision: in sliver blending, manufacturers can maintain the cotton-to-polyester ratio within a tolerance of ±1%, compared to ±3% tolerance in fibre blending. This precision translates directly into more consistent fabric properties and more predictable garment performance.
The sliver blending method also provides better fibre separation, which results in improved yarn evenness and fewer thick-and-thin places along the yarn length. Textile testing demonstrates that sliver-blended yarns typically achieve a Uster Evenness Index 5-8% better than fibre-blended equivalents. However, sliver blending requires additional processing equipment and floor space, making it more capital-intensive than fibre blending.
For high-value fashion and technical textiles where colour consistency and blend uniformity are critical, manufacturers exclusively use sliver blending. For standard workwear and industrial fabrics where cost optimization takes priority over absolute uniformity, fibre blending remains the economical choice. When selecting a blending method, manufacturers must weigh the desired yarn quality specifications against the available processing budget and equipment capabilities.
One practical consideration for small-scale and hobby spinners: if you operate an Ashford Kiwi 3 spinning wheel or similar small equipment, pre-mixed fibre batts offer the most practical blending solution since separate processing lines are not available.



